


Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
Siemens Sinumerik 810 CNC-Mühlen-Programmierbeispiel, das zeigt, wie CNC-Maschinisten Radius und Fase bearbeiten/programmieren können.
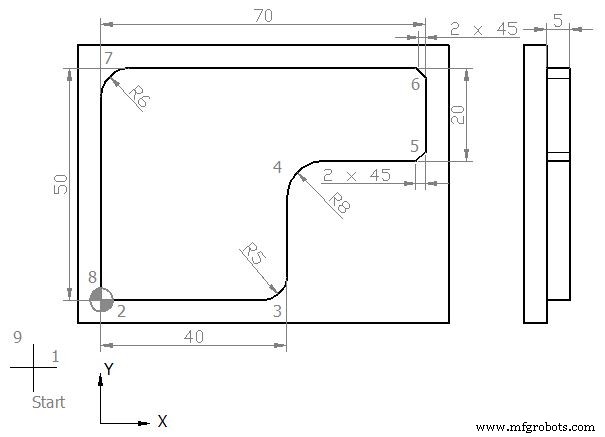
Sinumerik 810 Radius-/Fasenprogrammierung
U+-Werte werden für die Radiusprogrammierung verwendet.
U--Werte werden für die Fasenprogrammierung verwendet.
Sinumerik 810 Radius/Fase Programmierbeispiel
Sinumerik 810 CNC-Fräsradiusfasenprogramm
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X40 Y0 U5 N45 X40 Y30 U8 N50 X70 Y30 U-2 N55 X70 Y50 U-2 N60 X0 Y50 U6 N65 X0 Y0 N70 G40 X-20 Y-20 N80 G00 Z50 N85 Y100 N90 M30
Fertigteil
Nach Abschluss des obigen Bearbeitungsprozesses sieht die Komponente so aus,
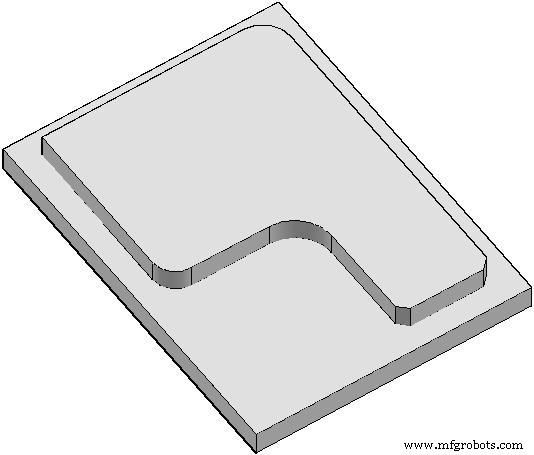
Fertige Komponente
Erklärung der im Programm verwendeten Codes
G00 :Eilgang.
G54 :Nullpunktverschiebung Nr. 1.
G64 :Bahnsteuerbetrieb.
G90 :Absolutes Maßsystem.
G17 :X-Y-Plananwahl.
G42 :Fräserradiuskompensation aktivieren (Rechtsbewegung)
G40 :Fräserradiuskorrektur deaktiviert
S :Spindeldrehzahl
F :Vorschub Achsenbewegung
M :Fräserbewegung (3=im Uhrzeigersinn, 4=gegen den Uhrzeigersinn)
D :Werkzeugnummer
M30 :Ende des Hauptprogramms
CNC-Maschine
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Sinumerik 840D CNC-Programmierung
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Programmbeispiel für Fase und Radius mit G01
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
- CNC-Fräskontur-Pecking – Fanuc-Unterprogramm-Wiederholungsbeispiel
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode