


CNC-Fräskontur-Pecking – Fanuc-Unterprogramm-Wiederholungsbeispiel
Ein sehr einfaches CNC-Programmierbeispiel, das zeigt, wie eine Kontur mehrmals wiederholt werden kann, mit dem zusätzlichen Vorteil des Pickens. P>
Was ist Fanuc Sub-Programmierung lesen Sie Fanuc-Unterprogrammierung
CNC-Fräskonturpicken
Das Unterprogramm ist eine einfache Mischung aus G-Code-Anweisungen.
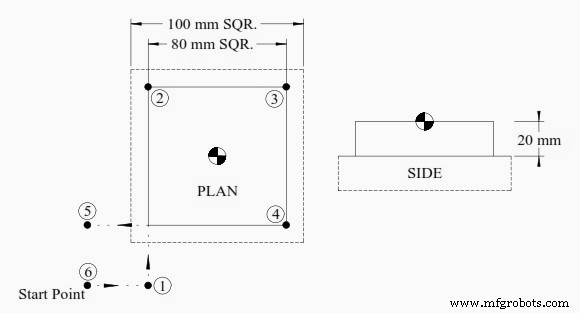
Das Hauptprogramm O4000 ruft das Unterprogramm O4001 auf, um es 10 Mal zu wiederholen
M98 P104001
Das Unterprogramm schneidet die Kontur, indem es jedes Mal 2 mm Schnitttiefe ausführt (bei G91-Inkrementalprogrammierung)
G1 G91 Z-2 (Incremental peck depth)
Dann schaltet das Unterprogramm zurück zu G90 Absolutprogrammierung, was die Konturprogrammierung vereinfacht.
So schneidet dieses Programm eine bestimmte Kontur 20 mm tief, indem es 10 Einstiche von jeweils 2 mm nimmt.
Fanuc-Unterprogramm-Wiederholungsbeispiel
Contour Pecking – Wiederholungsbeispiel für das Unterprogramm Fanuc Mill
O4000 T1 M6 G0 G90 G40 G21 G17 G94 G80 G54 X-75 Y-75 S? M3 (Start Point) G43 Z100 H1 Z5 G1 Z0 F? M98 P104001 (Call sub-program & repeat 10 times) G0 G90 Z100 M30
Unterprogramm
Das folgende Unterprogramm schneidet im G91-Inkrementalprogrammiermodus
Schaltet dann zurück zum G90-Absolutprogrammiermodus für die Konturbearbeitung.
O4001 G1 G91 Z-2 (Incremental peck depth) G90 G41 X-40 D? M8 (Absolute Move to position 1 with comp. - Switch on coolant) Y40 (Move to position 2.) X40 (Move to position 3.) Y-40 (Move to position 4.) X-75 (Move to position 5 - Clear of material - cutter diameter) G40 Y-75 (Cancel compensation) M99
CNC-Maschine
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC-Bearbeitungszentrum-Programmierbeispiel
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode