


Programmbeispiel für Fase und Radius mit G01
CNC-Programmierbeispielcode zur Demonstration, wie eine Fase und ein Radius (Eckenrundung) mit G01 G-Code programmiert werden.
Einfach zu programmieren und zu verstehen, dass selbst ein CNC-Maschinenbauer auf Anfängerniveau solche Beispielcodes verstehen und programmieren kann.
Funktioniert hauptsächlich auf Fanuc und ähnlichen CNC-Steuerungen.
Es ist kein zusätzlicher G-Code oder eine zusätzliche Technik erforderlich. Sie müssen nur ein „C“ für Fase und ein „R“ für Radius in einen CNC-Programmblock mit G01 G-Code einfügen. Die Fase liegt bei 45° (45 Grad).
Für eine kurze Beschreibung, wie Fasen und Eckenradien mit G01 G-Code programmiert werden, lesen Sie den folgenden Artikel zur CNC-Programmierung Fasen- und Radiusprogrammierung mit G01 G-Code.
Ein weiteres solches Programmbeispiel ist hier G01 Fasen und Eckenrunden ein CNC-Programmbeispiel
Fase und Radius mit G01 G-Code
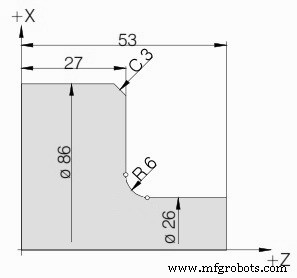
Programmbeispiel für Fase und Radius mit G01
N40 G01 X26 Z53 N50 G01 X26 Z27 R6 N60 G01 X86 Z27 C3 N70 G01 X86 Z0
CNC-Maschine
- C++ Klasse und Objekt mit Beispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Fase- und Radiusprogrammierung mit G01 G-Code
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- Absolute und inkrementelle Heidenhain Werkstückpositionen mit Beispiel
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- Haas Eckenrundung und Fasen Beispiel G01 C R