


Sinumerik 840D Bohrzyklus CYCLE81 CNC-Programmierbeispielcode
Beispielcode für die CNC-Programmierung, der zeigt, wie ein CNC-Maschinist den Bohrzentrierzyklus CYCLE81 von Siemens Sinumerik 840D verwenden kann.
Der folgende Beispielcode zeigt verschiedene Bohrmethoden mit dem Bohrzyklus CYCLE81.
Kurzübersicht SINUMERIK CYCLE81
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Rückzugsebene oder Rückzugsebene (absolut)
RFP – Referenzebene (absolut)
SDIS – Sicherheitsabstand (ohne Vorzeichen einzugeben)
DP – Endbohrtiefe (absolut)
DPR – Endbohrtiefe relativ zur Bezugsebene (ohne Vorzeichen eingeben)
Für eine detaillierte Erklärung lesen Sie Sinumerik 840D CYCLE81 Drilling Centering Cycle Programming.
Dieser Programmiercode unten verwendet beide Methoden zur Angabe der endgültigen Bohrtiefe absolut (DP) und relativ zur Referenzebene (DPR).
Sinumerik 840D Bohrcycke CYCLE81 Programmbeispiel
Sinumerik 840D CYCLE81 Programmierbeispiel
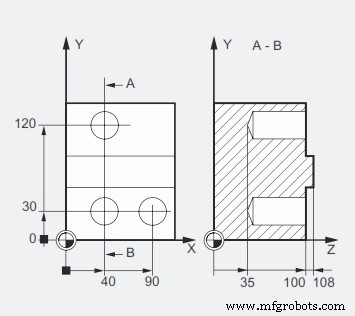
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 Bohrgeschwindigkeit, Richtung und Vorschub usw.
N20 Werkzeug wird zum Startpunkt in Z-Achse gebracht.
N30 Erste Bohrposition X40 Y120.
N40 Bohrer erreicht schnell RFP + SDIS-Position 100 + 2
und beginnt zu bohren, bis DP erreicht ist, der 35 gegeben wird
und wird auf RTP zurückgezogen, das 110 ist.
N50 Nächste Bohrposition Y30
N60-Bohrer erreicht schnell RFP + SDIS-Position 102 + 0 (da SDIS weggelassen wird).
und beginnt mit dem Bohren, bis DP erreicht ist, der 35 ist
und zieht sich zurück RTP, das ist 110.
N70 Einige Änderungen im Vorschub.
N80 Bohrposition X90
N90 Bohrer erreicht schnell RFP + SDIS Position 100 + 2
Da die absolute Bohrtiefe weggelassen wird
wird jetzt die CNC-Steuerung rechnen Endbohrtiefe durch Verwendung des Wertes relativ zum Referenzpunkt (DPR)
Endbohrtiefe (DPR) =Referenzebene (RFP) Position – Endtiefe Punktposition 35 (siehe Maß im Bild oben)
DPR =100 – 35
DPR =65
CNC-Maschine
- Drehmaschinen-CNC-Programmierbeispiel
- SINUMERIK 840D-Programmierung WHILE-Schleifenverwendung
- CNC-Programmierbeispiel G-Code G02 Kreisinterpolation im Uhrzeigersinn
- Sinumerik 840D CNC-Programmierung
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung