


Programmierbeispiel Siemens Sinumerik Milling
Ein sehr einfaches Beispiel für ein CNC-Fräsprogramm, das CNC-Maschinisten die Verwendung von Siemens Sinumerik-Fräsprogrammierkonzepten zeigt.
Dieses Programm wurde für 4-Achsen-CNC-Fräsen geschrieben, wobei C für den Drehtisch verwendet wird Auch eine einfache CNC-Fräse kann dieses Programm ausführen. Entfernen Sie einfach den Programmblock N15
Sinumerik Fräsprogramm
Sinumerik Mill Programmierbeispiel
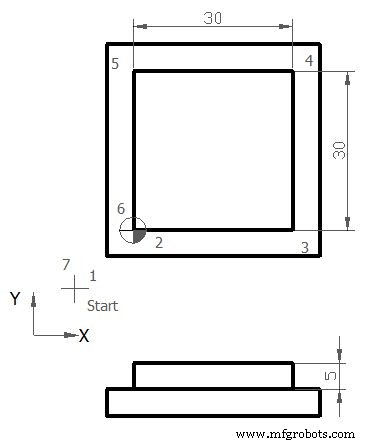
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X30 N45 Y30 N50 X0 N55 Y0 N60 G40 X-20 Y-20 N65 G00 Z50 N70 Y100 N75 M30
Fertigteil
Nach Abschluss der Bearbeitung sieht dieses fertige Teil so aus
Fertiges Teil
Erklärung des G-Codes
G00 – Eilgang.
G54 – Nullpunktverschiebung Nr. 1.
G64 – Bahnsteuerbetrieb.
G90 – Absolutes Maßsystem.
G17 – X-Y-Plananwahl.
G42 – Aktivierung der Fräserradiuskompensation
G40 – Fräserradiuskompensation aufheben
M03 – Fräserdrehung im Uhrzeigersinn
S – Spindeldrehzahl
F – Vorschub der Achsenbewegung
D – Werkzeug nein
CNC-Maschine
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Sinumerik 840D CNC-Programmierung
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Füllen Sie die leere CNC-Programmier-Fräsübung aus