


CNC-Fräsprogramm Beispiel G03 G90 G91
Beispiel für ein CNC-Fräsprogramm, das veranschaulicht, wie ein CNC-Programm einfach vom G90-Absolutprogrammmodus in den G91-Inkrementalprogrammmodus konvertiert werden kann.
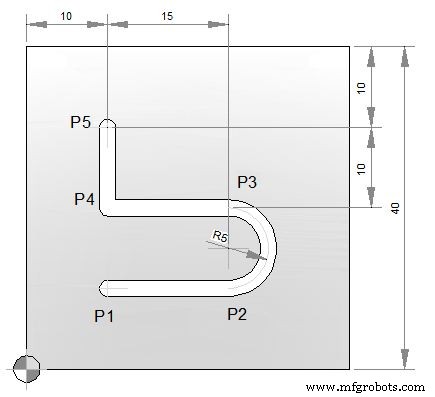
Beispiel für ein CNC-Fräsprogramm
| G90 Absolute Program | G91 Incremental Program |
|---|---|
N10 T1 M6 M3 G43 N15 S2000 F80 N20 G0 X10 Y10 Z1 (P1) N25 F30 N30 G1 Z-2 N35 X25 F80 (P2) N40 G3 X25 Y20 I0 J5 (P3) N45 G1 X10 (P4) N50 Y30 (P5) N55 G0 Z100 G49 N60 M30 | N10 T1 M6 M3 G43 N15 S2000 F80 N20 G0 X10 Y10 Z1 N25 F30 N30 G1 Z-2 N35 G91 X15 F80 N40 G3 X0 Y10 I0 J5 N45 G1 X-15 N50 Y10 N55 G90 G0 Z100 G49 N60 M30 |
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC-Programmbeispiel G03 Kreisinterpolation
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- CNC-Fräsen Kreisinterpolation G02 G03 G-Code-Programmbeispiel
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels