


Beispiel für ein Programm zum Abrunden und Anfasen von Haas-Ecken
Einreichen durch:CNC-Programmierer
Zusammenfassung
Haas Corner Rounding and Fasen
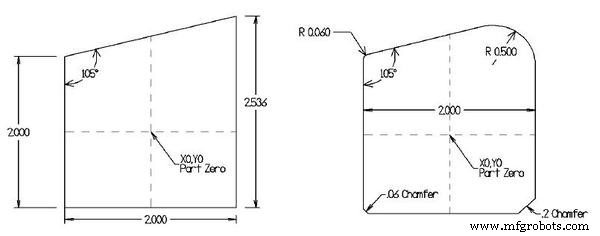
Für Fasen wird C mit der angegebenen Länge der Fase verwendet.
Für Radien a wird R mit der Größe des angegebenen Radius verwendet.
Der Fasen- oder Eckenrundungsblock kann zwischen zwei Linear- oder G01-Sätzen eingefügt werden. Diese zwei Blöcke spezifizieren eine Ecke des Schnittpunkts der zwei linearen Bewegungen.
Zeichnung/Bild
CNC-Programm
O00025 T2 M06 (.5 END MILL) (D=.5) G00 G90 G54 X-1.5 Y0 S5000 M03 G43 H02 Z1. M08 G01 Z-0.5 F80. G01 G41 D02 Y-0.5 F80. G03 X-1. Y0 R0.5 F50. G01 Y1. ,R0.06 G01 X1. Y1.5359 ,R0.5 G01 Y-1. ,C0.2 G01 X-1. ,C0.06 G01 Y0 G03 X-1.5 Y0.5 R0.5 G01 G40 Y0 G00 G90 Z0.1 M09 G53 Z0 M30
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Haas G71-Beispielprogramm
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Programmbeispiel für Fase und Radius mit G01
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- Haas M98-Unterprogrammaufruf mit einfachem Beispielcode
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel