


Haas G71-Beispielprogramm
Die CNC-Drehmaschine von Haas verwendet die einzeilige Syntax des G71-Festzyklus zum Schruppen.
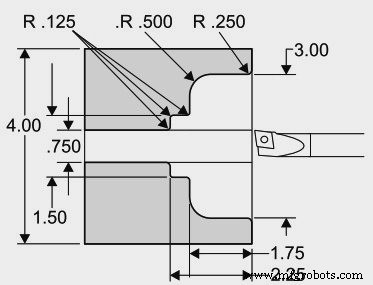
Dieses CNC-Programmbeispiel zeigt die Verwendung des G71-Drehzyklus zum ID-Schruppen (Innenschruppen).
Das könnte dir gefallen
- G71 Schruppdrehzyklus Einzeiliges Format
- CNC-Fanuc-G71-Drehzyklus oder Festzyklus zur Materialentfernung (zweizeiliges Format)
- Fanuc G70 G71 Programmbeispiel für Schrupp- und Schlichtdrehzyklen
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
1 – Eine Bohrstange wird für den gesamten Schruppvorgang mit G71 Schruppdrehzyklus verwendet.
2 – Dieselbe Bohrstange wird für den Schlichtschnitt mit G70 Schlichtzyklus verwendet.
Beispiel für die Verwendung eines Haas G71 für I.D. Schruppen und Schlichten.
Haas CNC-Programmbeispiel
Haas G71 Beispielprogramm
O1136 N1 T101 N2 G97 S2000 M03 N3 G54 G00 X0.7 Z0.1 M08 N4 G71 P5 Q12 U-0.01 W0.005 D0.08 F0.01 N5 G00 X4.5 N6 G01 X3. R.25 F.005 N7 Z-1.75 R.5 N8 X1.5 R.125 N9 Z-2.25 R.125 N10 X.75 R.125 N11 Z-3. N12 X0.73 N13 G70 P5 Q12 N14 M09 N15 G53 X0 G53 Z0 M30
Erläuterung des Haas-CNC-Programms
N1 – Werkzeug 1 Versatz 1
N3 – Eilgang zur Startposition
N4 – U ist ein Minus für G71 I.D. Schruppen
N5 – N5 ist der Beginn der Teilbahngeometrie, definiert durch P5 in der G71-Linie
N12 – N12 ist das Ende der Teilbahngeometrie, die durch Q12 in der G71-Linie definiert ist
N13 – G70 Definiert einen Schlichtdurchgang für die Zeilen P5 bis Q12
N15 – Um die Maschine für einen Werkzeugwechsel nach Hause zu schicken
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm
- CNC-Beispielprogramm für G84-Gewindebohrzyklus