


3D-Druckarten:7 Hauptkategorien der 3D-Drucktechnologien
Wenn die meisten Menschen „3D-Druck“ hören, stellen sie sich eine kleine Tischmaschine vor, die Kunststoffteile herstellt. Aber hinter den Kulissen passiert noch viel mehr. Was wir 3D-Druck nennen, ist eigentlich eine Gruppe verschiedener Technologien, die Objekte Schicht für Schicht aus einem digitalen Design aufbauen.
Im Gegensatz zur herkömmlichen Fertigung, bei der Material aus einem massiven Block herausgeschnitten wird, fügen 3D-Drucker nur das hinzu, was benötigt wird.
Gemäß der Norm ISO/ASTM 52900-15 ist der 3D-Druck in sieben Kategorien unterteilt:Bottich-Photopolymerisation, Material-Jetting, Binder-Jetting, Pulverbettfusion, Materialextrusion, gerichtete Energieabscheidung und Blechlaminierung. Jeder von ihnen verwendet einen anderen Ansatz und jeder hat seine eigenen Stärken, abhängig von den Materialien, mit denen Sie arbeiten, Ihrem Budget und der Komplexität Ihres Teils.
Einige der heute fortschrittlichsten 3D-Druckmethoden reichen bis in die 1980er Jahre zurück. Die Stereolithographie (SLA) wurde 1986 patentiert, und seitdem haben wir große Durchbrüche erlebt, wie FDM, SLS und MJF, die jeweils für unterschiedliche Ziele entwickelt wurden:Geschwindigkeit, Detailgenauigkeit, Materialauswahl oder Kosteneffizienz.
Mittlerweile gibt es Desktop-Maschinen für unter 200 US-Dollar und industrietaugliche Systeme, die über 1 Million US-Dollar kosten. Von PLA und ABS bis hin zu Metallpulvern, Keramik und Photopolymerharzen hat sich die 3D-Druckindustrie zu einem ernstzunehmenden Werkzeug sowohl für Bastler als auch für Fertigungsingenieure entwickelt.
In diesem Artikel werden wir jeden wichtigen 3D-Drucktyp aufschlüsseln, erforschen, wie er funktioniert, und Ihnen dabei helfen, herauszufinden, welcher für Ihre Anforderungen am besten geeignet ist, unabhängig davon, ob Sie gerade erst anfangen oder die Produktion steigern.
Materialextrusion
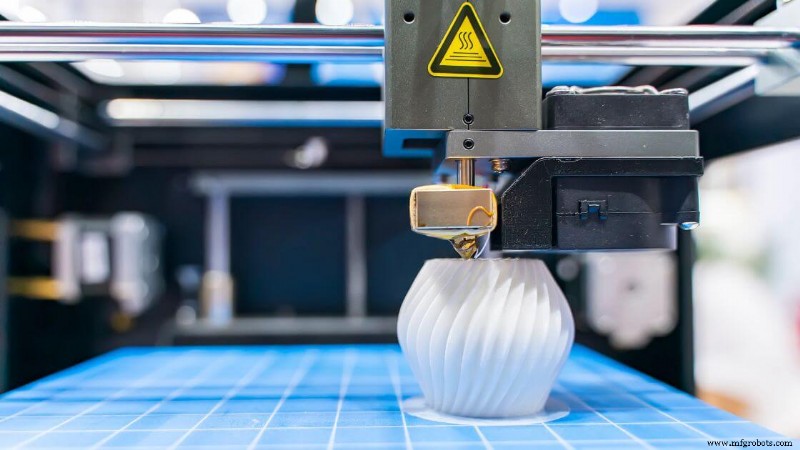 Materialextrusion bezieht sich auf eine Gruppe von 3D-Druckverfahren, bei denen Baumaterial durch eine Düse gedrückt und Schicht für Schicht aufgetragen wird, um ein dreidimensionales Teil zu bilden.
Materialextrusion bezieht sich auf eine Gruppe von 3D-Druckverfahren, bei denen Baumaterial durch eine Düse gedrückt und Schicht für Schicht aufgetragen wird, um ein dreidimensionales Teil zu bilden.
Das Material – typischerweise ein Thermoplast – wird erhitzt, bis es halbflüssig ist, und dann auf einem kontrollierten Weg extrudiert, der von einer computergestützten Designdatei geleitet wird. Beim Abkühlen verschmilzt jede Schicht mit der vorherigen und bildet eine feste Struktur.
Dies ist eine der gebräuchlichsten und zugänglichsten Arten von 3D-Druckmethoden. Man sieht es oft bei Desktop-3D-Druckern, die gespultes Filament verwenden, aber die Kategorie umfasst auch Maschinen mit hoher Kapazität, die Pellets, Beton oder Pasten extrudieren.
Unabhängig davon, ob Sie kleine Komponenten oder großformatige Prototypen herstellen, bietet die Materialextrusion erhebliche Flexibilität bei Design und Bauvolumen.
Das Spektrum der unterstützten 3D-Druckmaterialien ist breit gefächert. Standard-Thermoplaste wie PLA, ABS und PETG sind üblich, während fortgeschrittenere Aufbauten Kohlefaserverbundwerkstoffe, temperaturbeständige Polymere oder metallgefüllte Filamente verarbeiten können.
Einige Maschinen werden sogar im Bauwesen oder im Lebensmittelmodellbau eingesetzt.
Die Maßgenauigkeit liegt typischerweise bei etwa ±0,5 mm, obwohl dies je nach Ausrüstung, Material und Umgebungskontrollen variieren kann. Objekte mit Überhängen benötigen häufig Stützstrukturen, um ein Zusammenfallen während des Druckens zu verhindern. Möglicherweise ist eine Nachbearbeitung erforderlich, um die Oberflächenbeschaffenheit zu verbessern und Stützstrukturen zu entfernen.
Die Materialextrusion bleibt aufgrund ihrer Kosteneffizienz eine führende Wahl für die Prototypenherstellung, insbesondere im Vergleich zu komplexeren Technologien wie selektivem Lasersintern oder Stereolithographie. Es dient auch als Grundlage für die Fused Deposition Modeling, eine weit verbreitete Implementierung dieser Kategorie.
Fused Deposition Modeling (FDM) oder Fused Filament Fabrication (FFF)
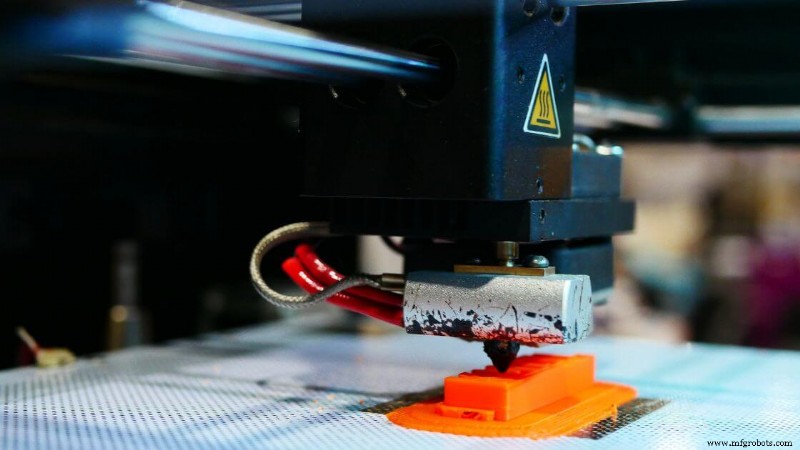
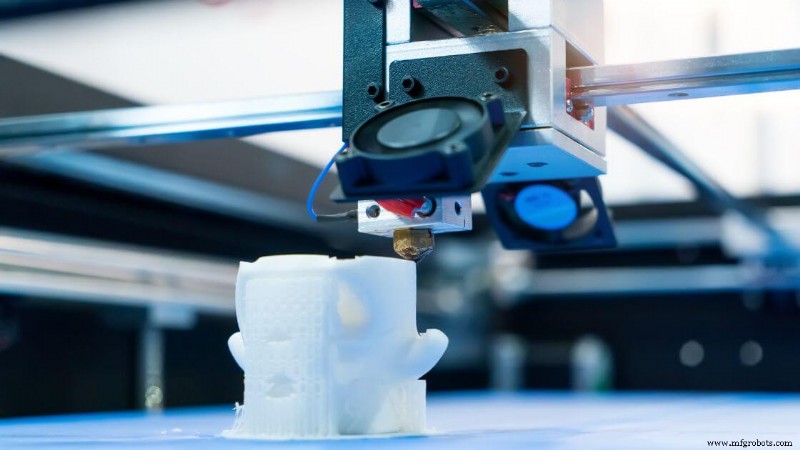
Beim Fused Deposition Modeling, auch Fused Filament Fabrication genannt, handelt es sich um eine Art der Materialextrusion, bei der thermoplastisches Filament einem beheizten Druckkopf zugeführt wird. Das Material schmilzt und wird durch eine Düse extrudiert, wobei es beim Abkühlen und Erstarren auf der Bauplatte jede Schicht des 3D-Objekts bildet.
Sie arbeiten üblicherweise mit Materialien wie PLA, ABS, PETG und TPU. Zu den fortschrittlicheren Optionen gehören Polycarbonat, ULTEM und mit Kohlefaser oder Metallpulver gefüllte Filamente. Diese Filamente können je nach den Funktionsanforderungen Ihres Teils unterschiedliche mechanische Eigenschaften bieten.
Dieses Verfahren eignet sich ideal für Anwendungen wie Rapid Prototyping, Bildungsmodelle, Tests von Konsumgütern und Fertigungshilfen wie Vorrichtungen oder Vorrichtungen.
FDM-3D-Druck ist auch in Produktentwicklungsabläufen üblich, bei denen die Teilegeometrie oder die Baugruppenpassung vor der Massenproduktion bewertet werden muss.
Die typische Genauigkeit liegt bei etwa ±0,5 mm und die Schichtauflösung liegt normalerweise zwischen 50 und 300 Mikrometern. Die Druckgeschwindigkeit variiert je nach Material und Teilekomplexität, die Standardraten liegen jedoch zwischen 40 und 100 mm/s.
Vorteile:
- Geringe Kosten:Drucker und Filament der Einstiegsklasse sind weithin zu erschwinglichen Preisen erhältlich.
- Materialvielfalt:Eine große Auswahl an Kunststoffen mit verschiedenen Stärken, Farben und Oberflächen.
- Benutzerfreundlichkeit:Einfache Software-Workflows machen es sowohl für Anfänger als auch für Profis zugänglich.
- Skalierbarkeit:Verfügbar von Desktop-Maschinen bis hin zu Systemen im industriellen Maßstab mit großen Bauvolumina.
Nachteile:
- Sichtbare Schichtlinien:Teile weisen oft Grate zwischen Schichten auf, sofern keine Nachbearbeitung erfolgt.
- Schwächere Zwischenschichtbindungen:Die mechanischen Eigenschaften können je nach Ausrichtung des Teils inkonsistent sein.
- Unterstützungsanforderungen:Überhänge und Brücken erfordern möglicherweise zusätzliches Material, das später entfernt werden muss.
- Geringere Präzision:Im Vergleich zum Harz-3D-Druck oder der Pulverbettfusion kann FDM mit feinen Details zu kämpfen haben.
3D-Biodruck
 3D-Biodruck ist eine spezielle Form der Materialextrusion, bei der Biotinten – typischerweise aus lebenden Zellen, die in Hydrogelen suspendiert sind – verwendet werden, um Schicht für Schicht gewebeähnliche Strukturen zu erzeugen.
3D-Biodruck ist eine spezielle Form der Materialextrusion, bei der Biotinten – typischerweise aus lebenden Zellen, die in Hydrogelen suspendiert sind – verwendet werden, um Schicht für Schicht gewebeähnliche Strukturen zu erzeugen.
Im Gegensatz zu herkömmlichen 3D-Druckmethoden, die auf Thermoplasten oder Metallpulvern basieren, stehen bei diesem Verfahren die Lebensfähigkeit der Zellen und die Kompatibilität mit Biomaterialien im Vordergrund.
Die Extrusion muss präzise und sanft genug sein, um eine Beschädigung der lebenden Komponenten zu vermeiden und gleichzeitig funktionelle biologische Geometrien zu bilden.
Zu den Materialien, die Sie in diesem Prozess finden, gehören biologisch abbaubare Polymere wie Alginat, Kollagen, Gelatine und Fibrin.
Diese dienen als Gerüst, um das Wachstum und die Anordnung von Zellen zu unterstützen. Da die Strukturen echtes Gewebe nachahmen müssen, werden diese Materialien aufgrund ihrer Kompatibilität, Flexibilität und Fähigkeit zur Unterstützung der Vaskularisierung ausgewählt.
Die Zahl der Bewerbungen schreitet rasant voran. Sie werden sehen, wie 3D-Biodruck in der Forschung für Organ-on-a-Chip-Geräte, Gewebegerüste, Modelle für die regenerative Medizin und sogar in der frühen Biofabrikation von Haut oder Knorpel eingesetzt wird. Dabei handelt es sich nicht nur um Konzeptmodelle, sondern um praktische Schritte hin zu zukünftigen implantierbaren Lösungen.
Die Maßgenauigkeit kann je nach Druckerkalibrierung und Biotintenviskosität zwischen 100 und 200 Mikrometer oder feiner liegen. Die Leistung variiert jedoch je nach Umgebungsfaktoren wie Luftfeuchtigkeit, Druckkopfsteuerung und Sterilität.
Die Druckgeschwindigkeit hängt von der Zelldichte, der Düsengröße und den Hydrogel-Durchflussraten ab. Typischerweise sind Drucke langsamer als die Polymerextrusion, da die Erhaltung der Zellgesundheit wichtiger ist als die Geschwindigkeit.
Vorteile:
- Tissue-Engineering-Potenzial:Bietet einen Weg zu funktionellen Organen und regenerativen Therapien.
- Anpassbarkeit:Maßgeschneiderte Strukturen für Medikamententests oder patientenspezifische Implantate.
- Schichtweise Steuerung:Ermöglicht die räumliche Platzierung verschiedener Zelltypen.
Nachteile:
- Hohe Komplexität:Erfordert eine strenge Kontrolle von Temperatur, Sterilität und Biotintenkonsistenz.
- Begrenzte Langlebigkeit:Gedruckte Konstrukte erfordern häufig eine sofortige Kultivierung oder Konditionierung.
- Regulatorische Hürden:Der klinische Einsatz erfordert umfangreiche Tests und Compliance-Schritte.
Konstruktions-3D-Druck
Beim Bau-3D-Druck handelt es sich um eine groß angelegte additive Fertigungsmethode, bei der automatisierte Extrusionssysteme, typischerweise Roboterarme oder auf einem Portal montierte Düsen, zum Auftragen von Baumaterialien wie Beton in Schichtformationen eingesetzt werden.
Im Gegensatz zu herkömmlichen Methoden wird mithilfe der 3D-Drucktechnologie direkt auf digitalen Modellen aufgebaut, sodass Wände, Strukturschalen oder sogar ganze Gebäude Schicht für Schicht ohne Standardformen oder Schalungen hergestellt werden können.
Normalerweise werden in diesen Systemen Materialien wie zementäre Mischungen, Schnellbeton, Geopolymerverbindungen und Spezialmörtel verwendet.
Die Wahl des Grundmaterials muss strenge Anforderungen an Fließfähigkeit und Aushärtung erfüllen, um sicherzustellen, dass sich jede neue Teilschicht gut mit der vorherigen verbindet und gleichzeitig die strukturelle Integrität beibehält.
Dieser Ansatz hat bei Projekten, die auf nachhaltiges, schnelles und kostengünstiges Bauen abzielen, weltweit an Bedeutung gewonnen. Von Sozialwohnungen über Notunterkünfte bis hin zu künstlerischer Architektur wächst das Anwendungsspektrum.
Auch wenn dies noch im Entstehen begriffen ist, finden Sie mehrere Beispiele aus der Praxis, bei denen 3D-Drucker ganze Häuser oder wichtige Strukturteile in nur wenigen Tagen erstellt haben – was gegenüber herkömmlichen Bauzeitplänen Wochen einspart.
Die Genauigkeit liegt typischerweise zwischen ±5 mm und ±10 mm, abhängig von der Bauplattformgröße des Druckers, der Düsengenauigkeit und den Umgebungsfaktoren. Die Druckgeschwindigkeit kann variieren, ist jedoch bei geraden oder sich wiederholenden Formen oft schneller als manuelle Arbeit. Die Schichtauflösung ist in der Regel grob und liegt zwischen 10 mm und 30 mm, kann jedoch durch Nachbearbeitungstechniken verbessert werden.
Vorteile:
- Reduziert den Arbeitsaufwand, insbesondere bei sich wiederholenden Aufgaben
- Beschleunigt die Bauzeit für bestimmte Geometrien erheblich
- Minimiert Materialverschwendung bei der Ablagerungsmodellierung
- Ermöglicht neue, organische Architekturformen, die mit herkömmlichen Methoden nicht realisierbar sind
Nachteile:
- Erfordert umfangreiche Ausrüstung, was die Mobilität und den einfachen Aufbau einschränkt
- Materialien müssen präzise auf Fließfähigkeit und schnelle Aushärtung ausgelegt sein
- Die Einhaltung von Kodizes und die Inspektionsstandards entwickeln sich noch weiter
- Oberflächenbeschaffenheit und Teilegeometrie müssen nach dem Drucken möglicherweise manuell verfeinert werden
Mehrwertsteuer-Photopolymerisation
Die Vat-Photopolymerisation ist ein 3D-Druckverfahren, bei dem Licht verwendet wird, um Schichten aus flüssigem Harz selektiv zu festen Teilen auszuhärten. Sie beginnen mit einem Bottich, der mit Photopolymerharz gefüllt ist, normalerweise auf Acrylbasis, das auf bestimmte Lichtwellenlängen reagiert.
Ein Laser, ein digitaler Lichtprojektor oder ein LCD-Bildschirm steuern diesen Aushärtungsprozess mit hoher Präzision. Während jede Photopolymerschicht aushärtet, wird die Bauplattform nach und nach angehoben oder abgesenkt, um die Bildung der nächsten Schicht zu ermöglichen. Diese Sequenz wiederholt sich, bis das gesamte Objekt vollständig ist.
Das Besondere an dieser Methode ist die Fähigkeit, extrem feine Details und ultraglatte Oberflächen zu erzeugen. Aus diesem Grund wird es für Anwendungen bevorzugt, bei denen es auf Präzision ankommt – wie z. B. Dentalformen, komplizierter Schmuck und miniaturisierte medizinische Komponenten.
Die Maßgenauigkeit kann auf fein abgestimmten Maschinen innerhalb von ±0,1 mm oder sogar besser liegen, und die Teilegeometrie bleibt aufgrund der kontrollierten Lichteinwirkung und des Harzflussverhaltens konstant.
Sie finden diesen Prozess auch in mehreren Formaten – SLA, DLP und LCD –, die jeweils eine etwas andere Lichtquelle verwenden, aber nach dem gleichen allgemeinen Prinzip funktionieren:Photopolymerisation.
Die in diesen Maschinen verwendeten Harze gibt es in vielen Formulierungen – einige sind auf Zähigkeit optimiert, andere auf Flexibilität, Klarheit oder Temperaturbeständigkeit. Einige sind biokompatibel und ermöglichen den Einsatz im medizinischen Prototyping oder in chirurgischen Schablonen.
Beachten Sie jedoch, dass für bestimmte Überhänge oder Brückenmerkmale Stützstrukturen erforderlich sind und diese nach dem Drucken manuell entfernt werden müssen. Eine Nachhärtung unter UV-Licht ist in der Regel unerlässlich, um die mechanischen Eigenschaften zu verbessern und eine saubere Oberfläche ohne Restklebrigkeit zu gewährleisten.
Stereolithographie (SLA)
 Stereolithographie oder SLA war das erste kommerziell erfolgreiche 3D-Druckverfahren und ist bis heute eines der genauesten. In SLA-Systemen zeichnet und verfestigt ein UV-Laser jeweils eine Schicht eines lichtempfindlichen Harzes.
Stereolithographie oder SLA war das erste kommerziell erfolgreiche 3D-Druckverfahren und ist bis heute eines der genauesten. In SLA-Systemen zeichnet und verfestigt ein UV-Laser jeweils eine Schicht eines lichtempfindlichen Harzes.
Die Bauplattform verschiebt sich dann schrittweise, sodass jede nachfolgende Teilschicht über der letzten aushärten kann. Dadurch entsteht eine nahtlose Struktur mit außergewöhnlicher Oberflächenqualität.
Was SLA auszeichnet, ist sein Angebot an Spezialharzen. Sie finden Standardharze für Prototypen, Hochtemperaturversionen für Hitzebeständigkeit, flexible Optionen für elastische Teile und sogar gießbare Formeln für Schmuck und Feinguss. Einige biokompatible Harze werden in Dentalanwendungen und medizinischen Geräten verwendet.
Typische SLA-Drucker erreichen Schichtauflösungen von bis zu 25 Mikrometern und Maßtoleranzen von etwa ±0,1 mm, abhängig von der Teilegeometrie und den Druckeinstellungen. Auch wenn die Druckgeschwindigkeit nicht der größte Vorteil ist, sind die Ergebnisse durchweg von hoher Qualität und feinen Details – ideal für Konzeptmodelle oder kleine Produktionsserien von Präzisionskomponenten.
Vorteile:
- Sorgt für eine extrem glatte Oberfläche und minimale sichtbare Schichtlinien
- Hohe Genauigkeit und Auflösung für komplizierte Funktionen
- Große Harzvielfalt unterstützt funktionelle und ästhetische Anwendungen
- Ideal für Rapid Prototyping und Kleinserien-Produktionsteile
Nachteile:
- Harz kann spröde sein und die mechanischen Eigenschaften unter Belastung einschränken
- Die Einwirkung von UV-Licht kann mit der Zeit zu einer Verschlechterung der Teile führen
- Erfordert Nachbearbeitungsschritte wie Waschen und UV-Härten
- Harzkosten und Druckerwartung können relativ hoch sein
Digitale Lichtverarbeitung (DLP)
Digital Light Processing (DLP) ist eine Photopolymerisationstechnik im Bottich, bei der ein digitaler Projektor verwendet wird, um ganze Schichten flüssigen Harzes auf einmal auszuhärten. Im Gegensatz zur Stereolithographie (SLA), bei der jeder Querschnitt mit einem UV-Laser nachgezeichnet wird, lässt DLP mithilfe eines Lichtprojektors ein gesamtes Bild der Schicht aufblitzen.
Dieses Verfahren beschleunigt den Druck erheblich, insbesondere beim Aufbau mehrerer Teile oder Teilen mit einer größeren Querschnittsfläche.
DLP basiert auf Photopolymerharz, ähnlich dem, das in SLA-Druckern verwendet wird. Diese Materialien erfordern Stützstrukturen für bestimmte Geometrien und erfordern oft Nachbearbeitungsschritte wie Spülen in Isopropylalkohol und UV-Härtung. Jedes Pixel im Projektor wird zu einem Voxel – im Wesentlichen zu einem 3D-Pixel –, was zu äußerst detaillierten Oberflächenmerkmalen führt.
Diese Methode ist besonders nützlich, wenn Sie feine Details und Geschwindigkeit benötigen. Obwohl die Auflösung SLA erreichen oder sogar übertreffen kann, hängt sie stark von der Auflösung des Projektors ab.
Bei Systemen der unteren Preisklasse können Pixelartefakte auftreten, aber moderne Desktop-DLP-Drucker haben dies durch verbesserte Optik und kleinere Pixelgrößen weitgehend abgemildert.
Vorteile:
- Härtet jede Harzschicht gleichzeitig aus und erhöht so die Druckgeschwindigkeit
- Hervorragende Detailauflösung, ideal für komplizierte 3D-gedruckte Teile
- Oft günstiger als großformatige SLA-Systeme
- Konstante Schichthaftung und glatte Oberflächen
Nachteile:
- Potenzial für sichtbare Pixelbildung, abhängig von der Projektorauflösung
- Erfordert eine genaue Kalibrierung des digitalen Lichtpfads
- Harzbehälter und Optik erfordern sorgfältige Wartung
Flüssigkristallanzeige (LCD)
Beim LCD-basierten 3D-Druck, auch als maskierte Stereolithographie bekannt, wird ein LCD-Panel verwendet, um das Licht einer UV-Hintergrundbeleuchtung selektiv zu blockieren und das Aushärten von Harz zu ermöglichen. Das Panel wirkt wie eine Schablone und legt nur die Bereiche jeder Schicht frei, die verfestigt werden müssen.
Diese schichtweise Aushärtungsmethode ähnelt DLP, verwendet jedoch einen LCD-Bildschirm anstelle eines digitalen Projektors, was den Aufbau kompakter und erschwinglicher macht.
In den letzten Jahren erfreuen sich LCD-3D-Drucker aufgrund ihrer geringen Kosten, hohen Auflösung und Benutzerfreundlichkeit immer größerer Beliebtheit. Sie finden sie besonders häufig in Desktop-Geräten für Verbraucher, Prosumer und sogar in Dental- oder Schmuckanwendungen.
Einige Modelle verfügen jetzt über 4K- und 8K-LCD-Bildschirme, um die Details zu verbessern und sichtbare Pixel zu reduzieren, was die Oberflächenbeschaffenheit und Auflösung verbessert.
Diese Drucker arbeiten mit einer Vielzahl von Photopolymerharzen, genau wie DLP- und SLA-Systeme. Sie können Schichtauflösungen zwischen 35 und 100 Mikrometern und Maßgenauigkeiten von etwa ±0,1 bis 0,2 mm erreichen, abhängig vom Bauvolumen und der Siebqualität.
Vorteile:
- Budgetfreundlicher Einstiegspunkt für den Harz-3D-Druck
- Kompakte Desktop-Maschinen mit hoher Funktionsauflösung
- Schnelle Schichtaushärtung durch gleichmäßige Belichtung
- Hervorragend geeignet für die Herstellung feiner Prototypen und kleiner Produktionsteile
Nachteile:
- LCD-Bildschirme verschlechtern sich mit der Zeit und müssen möglicherweise ausgetauscht werden
- Effektive Auflösung hängt von der Pixeldichte des Bildschirms ab
- Bauvolumen sind im Allgemeinen kleiner als bei industriellen Alternativen
Kontinuierliche Flüssigkeitsgrenzflächenproduktion (CLIP) und Computeraxiale Lithographie (CAL)
CLIP und CAL repräsentieren den neuesten Stand der Küpen-Photopolymerisation und verschieben die Grenzen dessen, wie schnell und reibungslos die additive Fertigung sein kann. Anstatt Harz Schicht für Schicht mit diskreten Pausen auszuhärten, konzentrieren sich diese Methoden auf kontinuierliches Drucken, um sichtbare Schichtlinien zu beseitigen und mechanische Schwächen zu reduzieren.
CLIP, entwickelt von Carbon, verwendet ein einzigartiges sauerstoffdurchlässiges Fenster, um eine „tote Zone“ direkt über der Lichtquelle zu erzeugen. Diese dünne Schicht aus ungehärtetem Photopolymerharz bleibt während des Druckens im flüssigen Zustand, sodass das 3D-Objekt kontinuierlich aus dem Behälter nach oben gezogen werden kann.
Dadurch erhalten Sie eine extrem glatte Oberfläche und Teile, die keine Pausen zwischen den Schichten erfordern. Dieser Prozess erhöht auch die Teilefestigkeit und reduziert den Nachbearbeitungsbedarf für Produktionsteile.
CAL, das sich noch in der frühen Entwicklungsphase befindet, geht die Herausforderung anders an. Es projiziert mehrere 2D-Bilder in ein rotierendes Volumen aus flüssigem Harz.
Durch die gleichzeitige Rekonstruktion der Geometrie aus allen Winkeln ermöglicht CAL eine volumetrische Aushärtung. Dies verkürzt die Zeit, die für die Herstellung eines komplexen Teils erforderlich ist, drastisch und kann in wenigen Minuten ganze 3D-gedruckte Teile erzeugen.
Vorteile:
- Extrem hohe Druckgeschwindigkeiten ohne Schicht-für-Schicht-Unterbrechung
- Glatte Oberflächen und weniger mechanische Schichtlinien
- Hervorragend geeignet für funktionale Prototypen und Komponenten in Produktionsqualität
Nachteile:
- Erfordert fortschrittliche, teure Ausrüstung
- Begrenzte Materialauswahl im Vergleich zu herkömmlichen Harz-3D-Druckern
- CAL ist für die kommerzielle Nutzung noch nicht allgemein verfügbar
Pulverbettfusion
Powder Bed Fusion (PBF) bezieht sich auf eine Kategorie additiver Fertigungsverfahren, bei denen Schichten aus feinem Pulver, typischerweise Polymere oder Metalle, mithilfe einer Hochenergiequelle wie einem Laser oder einem Elektronenstrahl selektiv verschmolzen werden.
Während jede neue Pulverschicht über die Bauplattform verteilt wird, schmilzt oder sintert die Wärmequelle bestimmte Bereiche und bildet Schicht für Schicht feste Querschnitte des Teils.
Was PBF auszeichnet, ist seine Fähigkeit, komplexe Geometrien mit außergewöhnlichen mechanischen Eigenschaften herzustellen. Da das ungeschmolzene Pulver das gedruckte Teil umgibt, unterstützt es auf natürliche Weise Überhänge und interne Strukturen.
Dadurch entfallen viele herkömmliche Stützstrukturen, insbesondere bei polymerbasierten Systemen wie dem selektiven Lasersintern.
PBF unterstützt eine breite Palette technischer Materialien. Zu den gängigen Optionen gehören Nylon, Polyamid-Verbundwerkstoffe, Edelstahl, Titan und Aluminium.
Diese Pulver werden aufgrund ihrer mechanischen Festigkeit, thermischen Beständigkeit und anwendungsspezifischen Eigenschaften ausgewählt. Unabhängig davon, ob Sie schnelle Prototypen oder funktionale Endverbrauchskomponenten entwickeln, bietet dieser Prozess eine beeindruckende Vielseitigkeit.
Einer der Hauptvorteile der Pulverbettschmelzung ist die Möglichkeit, für 3D-gedruckte Teile eine nahezu Spritzgussqualität zu erreichen – insbesondere im Hinblick auf mechanische Eigenschaften und Haltbarkeit.
Der Prozess erfordert jedoch fortschrittliche Ausrüstung, Inertgaskammern (für Metall-PBF) und eine geschickte Nachbearbeitung, um überschüssiges Pulver zu entfernen und die Oberflächengüte zu verfeinern.
PBF-Systeme bieten typischerweise Bauvolumina zwischen 200 und 400 mm auf jeder Achse. Viele Hersteller nutzen sie für die Kleinserienproduktion und verschachteln Dutzende Teile in einem einzigen Durchgang. Diese Skalierbarkeit ist ein entscheidender Vorteil für eine kostengünstige additive Fertigung auf Produktionsebene.
Selektives Lasersintern (SLS)
SLS ist eines der bekanntesten Pulverbettschmelzverfahren auf Polymerbasis, das in der 3D-Druckindustrie eingesetzt wird. Dabei wird ein Hochleistungslaser eingesetzt, um pulverförmiges Material – in der Regel Nylon- oder Polyamid-Verbundwerkstoffe – zu scannen und zu festen, funktionellen Teilen zu sintern.
Jeder Querschnitt wird in einer beheizten Kammer Schicht für Schicht verschmolzen, ohne dass externe Stützstrukturen erforderlich sind.
SLS wird wegen seiner Materialflexibilität weithin geschätzt. Sie arbeiten oft mit PA12- oder PA11-Nylon, manchmal gemischt mit Kohlefaser, Glasperlen oder flexiblen Elastomeren. Diese Pulver bieten ein solides Gleichgewicht zwischen Festigkeit, Haltbarkeit und Designfreiheit und machen SLS ideal für Rapid Prototyping und Kleinserienproduktionsteile.
Zu den gängigen Anwendungen gehören Gehäuse, Vorrichtungen, Halterungen, Vorrichtungen, Schnappverbindungen und Funktionstestteile. Die Maßgenauigkeit beträgt typischerweise ±0,3 mm oder ±0,3 % der Teilelänge, was es mit bestimmten herkömmlichen Herstellungsmethoden konkurrenzfähig macht.
Schichtauflösungen für SLS liegen im Allgemeinen zwischen 100 und 150 Mikrometern. Während die einzelnen Baugeschwindigkeiten je nach Drucker- und Laserleistung variieren, verbessert die Möglichkeit, mehrere Teile gleichzeitig zu verschachteln, den Durchsatz erheblich.
Vorteile:
- Keine Stützstrukturen erforderlich, da das Pulverbett umgibt
- Hervorragende mechanische Eigenschaften, ideal für Funktions- und Endverbrauchsteile
- Starke Verschleiß- und Hitzebeständigkeit bei bestimmten technischen Materialien
- Kompatibel mit komplexen Geometrien und feinen Designdetails
Nachteile:
- Die Oberfläche ist pudrig und muss möglicherweise geglättet oder beschichtet werden
- Höhere Ausrüstungskosten und Wartungsanforderungen
- Pulver muss zwischen den Builds aufgefrischt oder recycelt werden
Multi Jet Fusion (MJF)
Multi Jet Fusion ist eine fortschrittliche Pulverbett-Fusion-Methode, die im 3D-Druck verwendet wird. Anstatt wie bei SLS einen Laser zum Sintern von Pulver zu verwenden, spritzt MJF selektiv ein Schmelzmittel auf ein Bett aus Polymerpulver und wendet dann Infrarotwärme an, um die Partikel zu verbinden.
Dies führt zu einer schnelleren und gleichmäßigeren Schichtverschmelzung, was MJF zu einer hocheffizienten Lösung in der additiven Fertigung macht.
In MJF wird am häufigsten Nylon (PA12) verwendet, wobei neuere Entwicklungen auf TPU, Polypropylen und flammhemmende Materialien ausgeweitet werden. Diese Polymere in technischer Qualität eignen sich ideal für Funktionsteile, die Festigkeit, Präzision und konstante mechanische Eigenschaften erfordern.
MJF wird häufig für Kleinserienteile, Gehäuse, Halterungen und kundenspezifische Gehäuse verwendet. Sie könnten es besonders nützlich für Komponenten mit feinen internen Merkmalen oder Text sein, der nach dem Drucken lesbar bleiben muss.
Die Maßgenauigkeit liegt oft im Bereich von ±0,2 bis 0,3 mm und ist damit präziser als viele Fused-Deposition-Modellierungsmethoden.
Die Schichtdicke liegt im Allgemeinen zwischen 80 und 120 Mikrometer. Da jede Schicht gleichzeitig über den gesamten Querschnitt verschmolzen wird, sind die Druckgeschwindigkeiten deutlich höher als bei laserbasierten Verfahren wie SLS.
Vorteile:
- Gleichmäßige mechanische Eigenschaften im gesamten Teil
- Schneller als SLS durch vollflächige Schichtverschmelzung
- Keine Stützstrukturen erforderlich dank umgebendem Pulver
- Glattere Oberflächenbeschaffenheit im Vergleich zu typischen Sinterteilen
Nachteile:
- Höhere Material- und Ausrüstungskosten
- Nachbearbeitung ist noch erforderlich, um restliches Pulver zu entfernen und das Finish zu verbessern
Selektives Laserschmelzen (SLM)
Selektives Laserschmelzen ist ein metallbasiertes Pulverbettschmelzverfahren, bei dem ein Hochleistungslaser verwendet wird, um Metallpartikel vollständig zu dichten, starken Teilen zu schmelzen.
Im Gegensatz zum Sintern, bei dem das Material bei niedrigeren Temperaturen verschmilzt, erzeugt SLM vollständig erstarrte Schichten – eine Leistung, die den herkömmlich hergestellten Metallkomponenten näher kommt.
SLM arbeitet mit Materialien wie Edelstahl, Titan, Kobalt-Chrom und Aluminium. Diese Metalle werden häufig in Branchen verwendet, in denen Festigkeit, Präzision und Haltbarkeit von entscheidender Bedeutung sind – beispielsweise in der Luft- und Raumfahrt, im Automobilbau, bei medizinischen Implantaten und im industriellen Werkzeugbau.
Die typische Maßgenauigkeit liegt je nach Teilegeometrie und Scanstrategie zwischen ±0,1 und ±0,2 mm. Die Schichtauflösungen sind in Ordnung und liegen zwischen 20 und 50 Mikrometern, sodass Sie hochdetaillierte Komponenten mit komplexen internen Merkmalen drucken können.
Vorteile:
- Produziert nahezu 100 % dichte Metallteile
- Mechanische Eigenschaften entsprechen oder übertreffen die traditionelle Herstellung
- Ermöglicht hochkomplexe Geometrien wie Gitterstrukturen oder Kühlkanäle
- Kompatibel mit kritischen Sektoren wie Luft- und Raumfahrt und Medizin
Nachteile:
- Maschinen sind teuer und erfordern eine Inertgasumgebung
- Die Nachbearbeitung ist arbeitsintensiv (Entfernung des Trägermaterials, Wärmebehandlung, Oberflächenveredelung)
- Langsamere Druckgeschwindigkeit im Vergleich zur polymerbasierten Pulverbettfusion
Direktes Metall-Laser-Sintern (DMLS)
Direktes Metall-Laser-Sintern (DMLS) ist ein Pulverbettschmelzverfahren, bei dem ein Hochleistungslaser Metallpulverpartikel Schicht für Schicht sintert, um komplexe Metallkomponenten aufzubauen.
DMLS ähnelt zwar dem selektiven Laserschmelzen (SLM), arbeitet jedoch möglicherweise nahe am Schmelzpunkt des Metalls, anstatt das Pulver vollständig zu schmelzen – abhängig von der Legierung und den Materialanforderungen.
Am häufigsten werden in DMLS Edelstahl, Werkzeugstahl, Titanlegierungen und Superlegierungen auf Nickelbasis verwendet. Diese Materialien werden häufig in den Bereichen Luft- und Raumfahrt, Industriewerkzeuge und medizinische Geräte ausgewählt.
Funktionale Prototypen und Kleinserienteile profitieren von diesem Verfahren, insbesondere wenn die konventionelle Fertigung kostspielige subtraktive Vorgänge erfordern würde.
DMLS erreicht Maßgenauigkeiten im Bereich von ±0,1 bis ±0,2 mm und verwendet feine Schichthöhen zwischen 20 und 50 Mikrometern. Die Druckgeschwindigkeit variiert je nach Scanstrategie und Maschinenleistung, stimmt jedoch in der Regel mit anderen additiven Metallfertigungstechnologien überein.
Vorteile:
- Ermöglicht die Erstellung konsolidierter, hochfester 3D-gedruckter Teile
- Unterstützt komplexe Geometrien, die mit herkömmlicher Bearbeitung nicht realisierbar sind
- Minimiert Materialverschwendung im Vergleich zu CNC oder Guss
- Kompatibel mit vielen Hochleistungslegierungen, die in kritischen Industrien verwendet werden
Nachteile:
- Erfordert Schutzgas (Argon oder Stickstoff)
- Kann zu inneren Spannungen kommen, die eine Wärmebehandlung nach dem Druck erfordern
- Ausrüstungs- und Materialkosten sind relativ hoch
Elektronenstrahlschmelzen (EBM)
Das Elektronenstrahlschmelzen (EBM) ist ein weiteres Verfahren zum Schmelzen von Metallpulverbetten, bei dem jedoch anstelle eines Lasers ein fokussierter Elektronenstrahl zum Verschmelzen von Partikeln verwendet wird.
Was EBM einzigartig macht, ist sein Betrieb in einer Hochvakuumkammer, die die Oxidation deutlich reduziert und Hochtemperaturmaterialien unterstützt.
EBM wird häufig mit Titanlegierungen und Kobalt-Chrom verwendet – Metallen, die in der Luft- und Raumfahrtindustrie sowie in der biomedizinischen Industrie weit verbreitet sind. Die Fähigkeit, leichte Strukturen mit starken mechanischen Eigenschaften zu drucken, macht es besonders wertvoll für orthopädische Implantate und Hochleistungsmotorkomponenten.
Die Maßgenauigkeit liegt im Allgemeinen bei etwa ±0,2 mm oder besser, und die Schichtdicke liegt zwischen 50 und 100 Mikrometern. Das Vorheizen der Baukammer trägt dazu bei, Restspannungen zu reduzieren, sodass Sie Teile mit minimalem Verzug produzieren können.
Vorteile:
- Hervorragend geeignet für Oxidationsanfällige Materialien aufgrund der Vakuumumgebung
- Eine hohe Bautemperatur verbessert die Teilefestigkeit und den Spannungsabbau
- Liefert vollständig dichte 3D-gedruckte Teile mit einheitlichen Eigenschaften
- Geeignet für medizinische Implantate und Komponenten in Luft- und Raumfahrtqualität
Nachteile:
- Erfordert Vakuumbetrieb, was die Einrichtungszeit und -komplexität erhöht
- Eingeschränkte Materialoptionen im Vergleich zum laserbasierten Metall-3D-Druck
- Für die Entfernung des Stützmaterials und die Oberflächenveredelung ist weiterhin eine Nachbearbeitung erforderlich
Laser-Pulverbettfusion (LPBF)
 Laser Powder Bed Fusion (LPBF) ist ein Überbegriff für laserbasierte Metall-3D-Drucktechnologien wie Selective Laser Melting (SLM) und Direct Metal Laser Sintering (DMLS).
Laser Powder Bed Fusion (LPBF) ist ein Überbegriff für laserbasierte Metall-3D-Drucktechnologien wie Selective Laser Melting (SLM) und Direct Metal Laser Sintering (DMLS).
Bei diesem additiven Herstellungsverfahren werden mithilfe eines Hochleistungslasers Schichten aus feinem Metallpulver selektiv geschmolzen oder gesintert, wodurch vollständig dichte und hochkomplexe 3D-Druckteile entstehen. Jede Materialschicht wird in einer kontrollierten Umgebung aufgetragen und verschmolzen, typischerweise mit einem Inertgasstrom, um Oxidation zu verhindern.
Bei LPBF arbeiten Sie häufig mit einer breiten Palette von 3D-Druckmaterialien, darunter Edelstahl, Titanlegierungen und Aluminium. Diese technischen Materialien werden aufgrund ihres Festigkeits-Gewichts-Verhältnisses und ihrer Fähigkeit, komplizierte Geometrien zu bilden, besonders in der Luft- und Raumfahrt sowie in der Medizin- und Automobilbranche bevorzugt.
Die Maßgenauigkeit liegt typischerweise zwischen ±0,1 und ±0,2 mm, was für Produktionsteile und Funktionsprototypen ausreichend genau ist. Die Schichtdicke liegt im Allgemeinen zwischen 20 und 60 Mikrometern und ermöglicht feine Oberflächendetails. Die Druckgeschwindigkeit variiert je nach Laserleistung, Scanstrategie und Teilekomplexität.
Vorteile:
- Erzeugt vollständig dichte Teile mit starken mechanischen Eigenschaften
- Geeignet für Hochleistungsproduktdesign und Industriekomponenten
- Ermöglicht komplexe Geometrien, die mit herkömmlicher Fertigung nicht realisierbar sind
- Kompatibel mit einer Vielzahl von Materialien
Nachteile:
- Teure 3D-Drucker und Pulverrohstoffe
- Erfordert Nachbearbeitung (z. B. Entfernung der Stützstruktur, Verbesserung der Oberflächenbeschaffenheit)
- Begrenztes Bauvolumen und bei großen Teilen manchmal langsamer
Materialspritzen
Beim Material Jetting handelt es sich um einen präzisionsorientierten additiven Fertigungsprozess, bei dem Teile hergestellt werden, indem winzige Tröpfchen flüssigen Materials auf eine Bauplattform aufgetragen werden. Diese Tröpfchen, oft Photopolymere oder wachsartige Substanzen, werden durch UV-Licht oder thermische Aushärtung Schicht für Schicht verfestigt.
Der Prozess ähnelt dem 2D-Tintenstrahldruck, erzeugt jedoch keine flachen Bilder, sondern vollständig dreidimensionale Objekte.
Sie werden feststellen, dass das Materialstrahlen ideal ist, wenn Oberflächenbeschaffenheit und Details am wichtigsten sind. Das Baumaterial wird über mehrere Düsen verteilt, manchmal zusammen mit einem separaten Trägermaterial. Diese Stütze wird später aufgelöst oder entfernt, wodurch saubere, komplizierte Geometrien mit minimalem manuellen Reinigungsaufwand zurückbleiben.
Da jeder Tropfen mit hoher Genauigkeit platziert wird, können die resultierenden Teile mehrere Materialien oder sogar mehrere Farben innerhalb desselben Drucks aufweisen, was ihn von vielen anderen 3D-Druckverfahren unterscheidet.
Material jetting is frequently used with UV-curable resins, elastomeric inks, and waxes. These materials allow for visual prototyping, functional testing of soft-touch components, and even mold-making.
Because it can produce smooth surface finishes and capture ultra-fine resolution, it’s especially useful for design validation, medical visualization models, or overmold simulations in product design workflows.
However, this method does come with trade-offs. Photopolymers used in material jetting generally don’t match the mechanical strength of thermoplastics used in fused deposition modeling. Material costs are also higher, and parts may be sensitive to prolonged UV exposure.
PolyJet
PolyJet is a high-resolution material jetting technology that precisely jets and cures layers of photopolymer using UV light. The process builds parts with exceptional surface finish and detail by depositing droplets layer by layer, similar to an inkjet printer working in 3D. It’s a powerful option if you need visual accuracy, multiple material properties, or color simulation in a single part.
You can choose from a wide range of materials—rigid, rubber-like, transparent, or high-temperature resins—many of which are blendable in real time during printing. This allows you to replicate overmolded parts, simulate silicone or soft-touch textures, and produce full-color prototypes for marketing or ergonomic testing.
PolyJet typically offers dimensional accuracy within ±0.1–0.2 mm and layer heights down to 16 microns.
Print speed depends on the model’s size and complexity, but the ability to jet multiple materials at once increases throughput for multi-property components. It’s most commonly used for concept models, dental or medical devices, and design verification of complex assemblies.
Pros:
- Exceptional surface finish and resolution (as low as 16 microns)
- Ability to print multiple materials and colors in one part
- Smooth gradient transitions for lifelike visual models
- Supports dissolvable or water-removable support structures
- Ideal for overmold simulations and concept validation
Cons:
- Parts may degrade when exposed to long-term UV light
- Lower mechanical durability compared to thermoplastics
- Material costs are relatively high
- Photopolymer parts are not ideal for load-bearing functions
NanoParticle Jetting (NPJ)
NanoParticle Jetting (NPJ) is a precision-driven 3D printing process that deposits liquid suspensions containing nanoparticles of metal or ceramic materials. These suspensions are jetted layer by layer, similar to how inkjet printers work—except instead of ink, the droplets contain densely packed particles.
After deposition, the liquid carrier evaporates or is removed, and the remaining solid material is sintered in a post-processing stage to form a high-density part.
This method enables the creation of fine-featured metal or ceramic components. Common 3D printing materials for NPJ include stainless steel, zirconia, and other engineering-grade alloys and ceramics. These parts are ideal for industries that demand miniaturization and high mechanical properties, such as medical, aerospace, and electronics.
You’ll often find NPJ used for prototypes and production parts that require tight tolerances, such as surgical tools or micro-mechanical assemblies. It’s capable of producing intricate geometries and detailed surface textures without the need for traditional support structures, thanks to the inherent self-supporting nature of each layer during the drying stage.
Dimensional accuracy generally falls within ±0.1–0.2 mm, although some shrinkage occurs during sintering. Print speed is moderate and depends on part geometry and the thickness of the printed layers. Layer resolution is usually within 20–50 microns, allowing for highly detailed builds.
Pros:
- Capable of producing dense metal or ceramic parts with fine details
- Minimal material waste compared to subtractive methods
- No need for complex support removal systems
- Suitable for multi-material applications using different suspensions
Cons:
- Requires post-processing via sintering, which adds time and cost
- Dimensional changes from shrinkage must be anticipated in design
- Material options are more limited than in polymer-based technologies
- Equipment and nanoparticle inks can be expensive
Binder Jetting
Binder jetting is a 3D printing process where a liquid binding agent is selectively deposited onto thin layers of powder, gradually building up a part layer by layer. Unlike energy-intensive methods like laser sintering or melting, this approach relies on adhesion between particles to create what’s called a “green part.”
The materials used in binder jetting are diverse—metals, ceramics, sand, and polymer powders are all common.
Once a part is fully printed, it often requires post-processing to gain final strength. This may involve sintering, infiltration with metals like bronze, or curing, depending on the base material.
Binder jetting stands out for its speed and scalability. Because it doesn’t use lasers or high heat during printing, machines can process layers more rapidly and in larger volumes. However, accuracy and final density often depend on the specific post-processing route used.
Applications range from functional metal components to full-color architectural models made with plaster-like gypsum powder. You’ll also find it used in low- to mid-volume production of parts where traditional manufacturing would be cost-prohibitive.
Because it prints without the need for complex support structures, binder jetting is ideal for geometries that would be challenging with other 3D printing methods.
Metal Binder Jetting
Metal binder jetting is a subset of the binder jetting process that targets metallic powders. Instead of melting the metal directly, a print head deposits a binding agent onto the metal powder layer by layer.
After printing, the “green” part is sintered in a furnace to fuse the particles and achieve the required strength and density.
Typical materials include stainless steel, tool steel, and cobalt-chrome, which are all known for their mechanical properties and thermal resistance. This makes the process well-suited for end-use parts in aerospace, industrial tooling, and even consumer electronics.
Dimensional accuracy is typically in the ±0.3–0.5 mm range, though sintering shrinkage must be anticipated during the design phase. Print speed is a major advantage since it avoids point-by-point scanning. Layer resolution usually falls between 50 and 100 microns.
Pros:
- Lower machine and operational costs than laser-based metal 3D printing systems
- No need for support structures during the build phase
- Allows production of complex geometries and internal channels
- Ideal for batch production of small metal parts
Cons:
- Final part density may be lower than laser-melted components
- Sintering introduces shrinkage and potential warping
- Post-processing can add time and complexity
Sand Binder Jetting
Sand binder jetting is a form of binder jetting where layers of sand are selectively bonded using a liquid adhesive.
The process creates large-scale molds and cores that are primarily used in metal casting applications. Instead of producing the final part, this method builds complex sand forms that act as temporary structures into which molten metal is poured.
The materials typically include silica sand and specialty foundry-grade sands. These sands are chosen for their thermal stability and compatibility with different casting alloys.
You’ll find this method valuable in industries like automotive, heavy machinery, and aerospace, where intricate or large cast components are needed quickly.
Dimensional accuracy ranges from ±0.5 to ±1 mm, depending on sand grain size and geometry. Although the layer resolution is coarser than polymer-based processes, it’s more than sufficient for foundry-grade precision. One of the standout benefits is the high print speed, especially when producing large molds or multi-part assemblies.
Pros:
- Enables fast production of large, complex casting molds
- Eliminates traditional mold tooling, reducing cost and time
- Allows internal geometries not possible with conventional sand cores
- Scalable for industrial applications
Cons:
- Printed object is not the final part; casting is a required next step
- Limited to foundry sands; surface finish depends on particle size
- Fragility of green molds may require careful handling before use
Plastic Binder Jetting
 Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Plastic binder jetting operates by jetting a liquid adhesive onto fine layers of polymer powder. Over successive layers, a “green” object is formed. After printing, parts typically undergo post-processing steps—like curing in an oven or chemical infiltration—to reach final strength and durability.
Common materials used in this process include thermoplastic powders, resin powders, and sometimes full-color composites. These materials can produce vivid, detailed parts that are especially useful for visual prototypes, marketing samples, and moderate-strength components.
Dimensional accuracy usually falls within ±0.3 to ±0.5 mm, depending on geometry and finishing techniques.
Print speed tends to be high because the process avoids laser scanning, making it an efficient option for volume prototyping or display-grade production. Layer resolution typically ranges from 100 to 200 microns.
Pros:
- Ideal for full-color 3D printing with rich visual detail
- Fast throughput with relatively low machine complexity
- No laser or complex energy source required
- Good for marketing models and concept design validation
Cons:
- Requires careful curing or post-infiltration to reach usable strength
- Lower mechanical properties compared to other polymer 3D printing methods
- Parts can be brittle if not properly post-processed
Directed Energy Deposition (DED)
Directed Energy Deposition (DED) is a metal 3D printing process where material is fed directly into a high-energy source—usually a laser, electron beam, or plasma arc—which creates a melt pool on the surface of a substrate.
Wire or powdered feedstock is melted upon contact, then solidifies as you build up the part layer by layer. Unlike powder bed fusion, which forms parts in a static bed, DED uses motion-controlled multi-axis systems to apply material dynamically in various directions.
One of the major strengths of DED is its ability to add material to existing components. You can use it to repair damaged parts, reinforce areas with wear, or add entirely new features to an otherwise finished component.
This makes it incredibly valuable in aerospace, oil and gas, and defense sectors where part costs are high and downtime is expensive.
DED is compatible with a variety of metals, including stainless steel, titanium, nickel-based superalloys, and even composite materials. The process supports rapid deposition rates, which is especially useful for building large parts near net shape. However, you’ll often need follow-up machining or post-processing to achieve precision tolerances or smoother surfaces.
Since shielding gas is critical during energy deposition, a stable inert atmosphere helps prevent oxidation or contamination.
Some systems also enable gradient material transitions by blending powders during deposition.
You should consider DED if you’re looking to extend the life of expensive components, experiment with multi-material designs, or produce large-scale metallic parts that can’t be made efficiently through traditional manufacturing methods.
Laser Directed Energy Deposition
Laser Directed Energy Deposition (L-DED) is a specific type of DED that uses a focused laser beam to melt metal feedstock, usually in the form of powder or wire directly onto a build surface. This method is excellent for adding new material to existing parts or fabricating large metal structures from scratch.
L-DED supports a wide range of metals including tool steels, titanium, cobalt-chrome, and nickel superalloys.
These materials are typically used in high-performance or mission-critical applications. Think turbine blade repairs, aerospace brackets, or custom medical components where both size and strength matter.
Dimensional accuracy for laser DED generally ranges from ±0.5 mm to ±1 mm. While this is coarser than what powder bed systems can achieve, it’s often sufficient when you plan to machine the part post-build.
The layer resolution typically falls between 300 and 1000 microns, depending on the laser settings, nozzle diameter, and material feed rate.
Pros:
- Supports large parts and hybrid manufacturing with fewer size constraints
- Ideal for repair and refurbishment of high-value components
- Flexible deposition with multi-axis robotic systems
- Utilizes common welding powders, reducing raw material costs
Cons:
- Requires precision machining afterward to achieve tight tolerances
- Equipment and operation complexity drive up initial cost
- Surface finish is rougher and may require secondary processing
Electron Beam Directed Energy Deposition
Electron Beam Directed Energy Deposition (EB-DED) is a metal additive manufacturing method that uses a focused electron beam to melt metal wire or powder feedstock, layer by layer.
The process is performed inside a vacuum chamber to prevent oxidation and ensure high purity in the final part. Unlike laser-based systems, the electron beam offers deeper penetration and faster energy transfer, making it well-suited for reactive materials.
EB-DED is commonly used with titanium alloys, nickel-based superalloys, and stainless steels. These materials are ideal for aerospace, energy, and defense sectors—especially when large structural parts or critical repairs are needed.
The vacuum setup not only protects the metal from oxidation but also enhances bonding and thermal stability.
Dimensional accuracy is usually around ±1 mm, depending on the feedstock form, beam stability, and system calibration. Layer resolution is coarse, often ranging from several hundred microns to a few millimeters.
While this limits fine detail, the process shines when you need fast deposition over large areas.
Pros:
- Enables high deposition rates for large or heavy-duty parts
- Vacuum chamber prevents oxidation and preserves material properties
- Excellent for working with reactive metals like titanium
Cons:
- Requires a large vacuum system, increasing setup time and machine size
- Limited to materials that perform well under vacuum conditions
- Surface finish is rough and needs post-processing for precision
Wire Directed Energy Deposition
Wire Directed Energy Deposition (Wire DED) is a form of metal 3D printing where a spool of metal wire is continuously fed into a melt pool generated by a laser, electron beam, or plasma arc.
This process enables you to build up layers of metal quickly and efficiently, particularly when you’re dealing with large-scale structures or repairs.
Wire DED supports a wide range of materials, including stainless steel, titanium alloys, and aluminum alloys. It’s often chosen for aerospace frames, marine parts, and large industrial structures that benefit from thick wall sections and robust material properties.
Because wire feedstock is easier to handle and generally safer than metal powder, it’s also attractive for operations focused on safety and simplicity.
Dimensional accuracy for wire DED typically ranges around ±1 mm. The print speed can be quite high thanks to the continuous feed, although layer resolution is on the coarser side, often over 1 mm per layer.
Despite this, you can achieve excellent mechanical strength, especially when paired with subtractive finishing processes like CNC machining.
Pros:
- Lower material cost and safer handling than powder-based systems
- Faster build rates for large-scale parts
- Suitable for repairs and bulk material additions
Cons:
- Requires machining to achieve fine tolerances and surface finish
- Not ideal for highly detailed or intricate geometries
- Limited design freedom compared to powder-based 3D printing
Cold Spray
Cold spray is a form of directed energy deposition where metal powders are accelerated to supersonic speeds using compressed gas and then directed at a target surface.
Unlike other 3D printing methods that rely on melting, cold spray achieves bonding through solid-state deformation. When the particles hit the surface at high velocity, they plastically deform and adhere without undergoing any melting.
This unique approach enables you to apply material without the thermal stress typically associated with metal additive manufacturing.
This process is well-suited for materials like aluminum, copper, titanium, and other ductile alloys. Because of its low-heat nature, cold spray is often used in the additive manufacturing industry to repair aerospace components, restore damaged surfaces, or apply corrosion-resistant coatings.
It’s also useful for creating functional metal parts with decent mechanical properties, especially when thermal distortion must be avoided.
Dimensional accuracy tends to be relatively coarse, around ±1 mm or more due to the spray nature of deposition. Layer resolution is also limited, so you’ll often need post-processing or machining to achieve precision. However, cold spray offers fast coverage, especially for larger parts.
Pros:
- Minimal heat input reduces oxidation, warping, or thermal distortion
- Ideal for repair applications or surface coating in high-performance industries
- No melting means metallurgical integrity of base material is preserved
Cons:
- Coarse resolution and surface roughness limit use in high-detail applications
- Requires specialized, high-pressure gas equipment
- Not ideal for complex 3D printed parts or internal geometries
Molten Directed Energy Deposition
Molten Directed Energy Deposition (DED) refers to additive manufacturing processes where the feedstock—typically metal wire—is fully melted during deposition.
Unlike standard wire DED, molten DED focuses on controlling the melt pool with greater precision or alternative energy inputs, such as variable arc control or plasma transfer. This allows for more consistent material flow and fusion, especially in large-scale metal parts.
Materials commonly used include stainless steels, titanium alloys, and nickel-based superalloys. These are often chosen for applications in shipbuilding, energy infrastructure, and heavy machinery.
Whether you’re fabricating structural frames or adding material to worn parts, molten DED enables you to build big—fast.
Dimensional accuracy is usually coarse, in the range of ±1–2 mm. Layer resolution is also larger, often exceeding 1 mm per pass. But that’s a tradeoff many are willing to make for the speed and size advantages this process delivers.
Pros:
- High deposition rates make it ideal for large, bulky components
- Suitable for multi-material builds and custom alloy mixing
- Effective for adding features or repairing large industrial equipment
Cons:
- Significant thermal gradients can introduce residual stress
- Requires post-machining for accuracy and smoother surface finish
- Geometry complexity is limited compared to powder-based 3D printing
Sheet Lamination
Sheet lamination is a group of 3D printing processes where objects are created by stacking and bonding sheets of material layer by layer.
These sheets, commonly paper, metal foil, or plastic film—are either pre-coated with adhesive or fused during the build process through heat, pressure, or ultrasonic welding.
Once a layer is bonded, a laser or blade cuts the profile of the part, either before or after the bonding stage.
Unlike some additive manufacturing methods that require high-energy sources like lasers or UV light, sheet lamination operates at lower temperatures.
This makes it a more cost-effective option for producing large parts, especially in applications where surface finish or material strength is not the primary concern.
Materials often used in this process include standard office paper for color prototypes, polymer films for lightweight models, or thin metal foils for structural or embedded-function parts. Depending on the bonding and cutting technique used, the level of detail and final mechanical properties can vary.
Sheet lamination is often chosen for its speed, affordability, and ability to create large visual prototypes quickly. Its applications range from architectural models and packaging mockups to experimental builds involving embedded electronics or multi-material stacking.
Laminated Object Manufacturing (LOM)
Laminated Object Manufacturing, or LOM, is a specific type of sheet lamination where layers of adhesive-backed material are bonded together and cut to shape, one layer at a time. It works by feeding sheets—usually paper—over a build platform.
Each layer is bonded using heat and pressure, then shaped with a laser or mechanical blade based on the CAD design.
This process is straightforward and cost-effective, particularly useful when you need a large physical prototype quickly but don’t need engineering-grade mechanical properties. It doesn’t use photopolymers or require a controlled atmosphere, which makes it relatively easy to implement in an office or design studio environment.
Typical materials include standard paper, plastic films, or thin composite sheets. Paper-based builds can even include color by printing graphics onto each sheet before layering. Once the part is finished, excess material is trimmed, and post-processing like sanding or sealing can improve appearance.
The layer resolution of LOM is usually determined by sheet thickness; usually around 0.1–0.2 mm. Depending on blade sharpness and calibration, the dimensional accuracy is within ±0.5–1 mm.
Pros
- Low-cost raw materials (especially paper)
- High-speed production for large models
- Easy to operate without hazardous materials
- Simple post-processing and cleanup
Cons
- Limited mechanical properties for structural parts
- Visible layer lines, especially on paper builds
- Not suitable for fine detail or functional testing
- Significant waste from trimmed sheet margins
Ultrasonic Consolidation (UC)
Ultrasonic Consolidation is a solid-state additive manufacturing method where thin layers of metal foil are bonded using high-frequency ultrasonic vibrations. Unlike traditional 3D printing methods that rely on high heat or melting, UC fuses metal at a molecular level by vibrating the foil while applying pressure. This allows bonding without reaching the material’s melting point.
The process is part of the broader sheet lamination category in additive manufacturing. Each foil sheet is cut to shape using a CNC-controlled system and ultrasonically welded layer by layer.
Because there’s no full melting involved, this method avoids issues like residual stress or large heat-affected zones—making it ideal when you want to preserve original material properties.
Materials include lightweight metals like aluminum, titanium, and copper alloys—especially in foil form. UC can also embed sensors, wires, or electronics between layers, enabling functional integration in a single part.
Applications are most common in aerospace and defense, where you might need lightweight structures with embedded components, or multi-metal parts for complex mechanical behavior. Its dimensional accuracy typically falls within ±0.2–0.3 mm, though final machining is often performed for tight tolerances.
Print speed is moderate; each weld is fast, but layering takes time due to foil preparation and trimming. Also, the layer resolution depends on foil thickness—usually between 50 to 200 microns.
Pros
- Minimal thermal distortion and residual stress
- Can bond dissimilar metals effectively
- Supports embedding of sensors or electronics during printing
- Avoids oxidation due to solid-state bonding
Cons
- Requires specialized ultrasonic welding equipment
- Limited to foil-based feedstock
- Post-processing often required for surface finish
- Slower overall speed for large parts compared to powder-based deposition
Additive Friction-Stir Deposition
 Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Additive Friction-Stir Deposition (AFSD) is a solid-state 3D printing process that builds parts without melting the feedstock. Instead of lasers or electron beams, this method uses a rotating tool or nozzle to force metal in solid or near-solid form onto a base surface.
Friction between the tool and material generates enough heat to plastically deform and bond the layers. This energy-efficient process allows you to create or repair metal components while avoiding the residual stresses and porosity often seen in melt-based additive manufacturing methods.
You’ll typically see materials like aluminum, copper, and titanium used in AFSD due to their favorable mechanical properties and thermal conductivity. Since the feedstock stays below its melting point, the final part often retains better structural integrity.
AFSD is ideal for applications requiring large-scale structural builds, localized repair jobs, or multi-metal gradient structures.
It allows the integration of dissimilar alloys without forming brittle intermetallic layers—something difficult with traditional powder bed fusion or fused deposition modeling.
While the dimensional accuracy may still require post-machining for tight tolerances, the process enables unique possibilities for producing high-performance 3D printed parts with minimal distortion.
Other Emerging or Specialized 3D Printing Methods
Beyond the well-known additive manufacturing processes like fused deposition modeling and stereolithography, several specialized or still-developing 3D printing methods are gaining attention.
These techniques often tackle very specific design challenges, whether it’s printing micro-scale features, combining materials in a single build, or achieving full-color surface finishes for display models.
You’ll find these methods pushing boundaries in fields such as biomedical device manufacturing, embedded electronics, and aerospace prototyping.
Hybrid techniques are also emerging, where two or more energy deposition methods (like friction and powder) are combined.
These innovations continue to broaden the scope of 3D printing technology, expanding material compatibility, reducing printing time, and improving part resolution in unique ways.
3D Printing at Microscale or Nanoscale
When your project demands ultra-high precision, such as building medical micro-implants or lab-on-a-chip devices, microscale 3D printing enters the picture. These advanced systems use highly focused energy sources, including lasers or electron beams, to deposit or cure materials at resolutions measured in microns or even nanometers.
At this scale, specialized photopolymer resins and nanoparticle inks become essential. Some methods use two-photon polymerization to cure light-sensitive materials only at the precise focal point of a laser, allowing incredibly detailed structures to be built layer by layer. This results in 3D printed parts with minimal feature size and excellent dimensional accuracy.
Despite its precision, this method is slower than traditional processes and requires careful control over heat, material flow, and shrinkage. However, the benefits are significant when you’re working on microfluidics, drug delivery systems, or advanced electronics packaging.
Drop on Demand (DOD)
Drop on Demand (DOD) is a precision-oriented 3D printing method where droplets of build material are selectively deposited only where needed. Unlike continuous inkjet systems, DOD technology triggers each droplet individually, allowing you to achieve tight control over shape and detail. These droplets solidify immediately upon contact or through a curing process like UV exposure.
This process is commonly used for wax patterns in investment casting or small polymer parts that require detailed surface finish and dimensional accuracy. DOD printers often feature two nozzles, one for build material and one for support material that’s later dissolved or removed. Layer height can be as fine as tens of microns, making it ideal for smooth, intricate 3D printed parts.
Continuous Fiber Reinforcement (CFR)
CFR 3D printing combines traditional polymer extrusion with continuous fiber placement to boost mechanical strength. You feed fibers such as carbon, Kevlar, or glass through a specialized nozzle while depositing a thermoplastic matrix. The result is a high-strength composite that retains lightweight characteristics, something you’d want for functional parts in aerospace, automotive, or tooling applications.
The fiber paths can be customized within your computer-aided design software to align with stress loads, enhancing tensile performance where it’s needed most. Parts produced with this method often outperform metal in strength-to-weight ratio and can replace heavier components in structural designs.
Atomic Diffusion Additive Manufacturing (ADAM)
Atomic Diffusion Additive Manufacturing (ADAM) is a metal 3D printing technique that begins with metal rods encased in a polymer matrix. These rods are deposited layer by layer, forming a “green” part that retains the desired geometry but lacks full density. After printing, the part undergoes sintering, where heat causes the metal particles to diffuse and bond, resulting in a fully metallic component.
This process is ideal for complex metal parts that require simpler post-processing and is more cost-effective than some powder bed fusion systems. Since the base material is rod-shaped rather than powder, ADAM minimizes handling hazards and can increase deposition rates. It’s well-suited for prototyping, functional testing, and low-volume production of geometries that are difficult to achieve using traditional manufacturing methods. If you’re looking for a bridge between fused filament fabrication and direct metal laser sintering, ADAM is worth considering for its balance of safety, resolution, and performance
Powder Adhesion
Powder adhesion is a lesser-known additive manufacturing method closely related to binder jetting. Instead of using lasers or high-powered heat sources, it selectively bonds powder using chemical binders or controlled heat. This can involve applying infrared light or heat-absorbing agents to fuse specific regions of thermoplastic or composite powder. Each pass deposits a fine layer of material, which bonds where energy or binder is applied.
While the parts often need post-processing—such as sintering or infiltration—this technique offers flexibility in handling materials that respond poorly to direct melting. Maintaining a consistent powder bed is critical to ensure layer accuracy and part geometry. Powder adhesion processes are especially appealing for industries focused on prototyping and product development where powder bed fusion might be too costly or intense. As with most powder-based 3D printing methods, it emphasizes surface finish, build plate stability, and post-processing to refine mechanical properties and dimensional tolerances.
Plaster-Based 3D Printing &ColorJet Printing (CJP)
ColorJet Printing (CJP) is one of the few 3D printing processes capable of producing full-color models directly from CAD files, making it ideal when you need high-fidelity visuals for presentations, educational models, or marketing prototypes.
Each layer is formed by selectively depositing liquid binder and colored ink droplets onto a thin layer of gypsum powder. Over time, the printed part is built layer by layer with accurate coloring embedded in the structure.
After printing, parts can be strengthened and sealed using infiltration materials like epoxy resin, enhancing durability and vibrancy. The resulting 3D printed parts don’t possess high mechanical strength but excel in aesthetics and detail—particularly useful for architecture, figurines, and medical demonstrations.
ColorJet technology reflects the diverse applications of inkjet printing in additive manufacturing. Unlike other types of 3D printing that prioritize strength, CJP focuses on appearance, offering vibrant models at a lower cost and faster turnaround than polymer-based SLA or FDM 3D printing methods.
Selective Heat Sintering (SHS)
Selective Heat Sintering (SHS) is a thermoplastic-based additive manufacturing method that uses a thermal printhead to fuse powder rather than relying on high-power lasers like those used in selective laser sintering (SLS). The process is energy-efficient, operating at lower temperatures, and is well-suited for quick prototyping with polymers like nylon or polylactic acid (PLA).
In each layer, the printhead selectively applies heat to regions of the powder bed based on your 3D model.
As new layers are deposited, they fuse together and gradually build up the object. Since the heat input is lower than in laser sintering, SHS may result in parts with reduced mechanical properties and rougher surface finish, making it better suited for concept models than production parts.
If you’re exploring different types of 3D printing for prototyping without the cost and safety demands of laser-based machines, SHS offers an approachable entry point. It also supports workflows with smaller desktop machines and doesn’t require specialized build chambers.
Laser Metal Deposition (LMD)
Laser Metal Deposition (LMD) is a form of directed energy deposition that exclusively uses a laser as the energy source to melt metal feedstock—either wire or powder—as it is deposited. Unlike electron beam melting (EBM) or plasma-based systems, LMD is often integrated with CNC machines to convert them into hybrid platforms that combine additive and subtractive manufacturing in one setup.
This method is ideal for adding features to existing components or producing near-net-shape parts with minimal material waste. It enables precise control of the melt pool, which can help reduce thermal stress and improve overall surface finish compared to more generalized DED systems.
While it shares many traits with other 3D printing processes, its laser-based control and ability to repair or modify components mid-life make it particularly appealing for aerospace and industrial tooling applications.
Multi-Jet Modeling (MJM)
Multi-Jet Modeling (MJM) is a material jetting technique where multiple print heads dispense photopolymers or waxes in parallel lines across the build area. Each droplet is cured by UV light or solidified by cooling, depending on the material used.
This method stands out from typical inkjet printing by offering simultaneous deposition of support and build materials, allowing you to fabricate complex geometries with minimal post-processing.
Thanks to its fine resolution, sometimes under 20 microns, MJM is well-suited for concept models, investment casting patterns, and even dental devices. Because you can vary materials between jets, MJM can also create gradient structures or embed variable mechanical properties in a single build. While not the fastest of the 3D printing methods, its precision and surface quality give it a place in high-end product design and prototyping workflows.
Powder Bed and Inkjet Head (PBIH)
Powder Bed and Inkjet Head (PBIH) printing works by laying down thin layers of powder, often metal or ceramic, and then selectively depositing a liquid binder through an inkjet print head.
This technique is essentially a type of binder jetting, where the deposited binder holds the part together in a “green” state before final sintering or infiltration.
What makes PBIH unique is its material flexibility. It’s often used for research applications, small-batch production, or parts that require advanced ceramics or metal alloys. Because no lasers or thermal energy are used in the printing stage, there’s less warping and distortion, making it ideal for geometrically complex parts.
While mechanical properties depend on post-processing, this method is becoming a valuable tool in your 3D printing toolkit if you’re working with unconventional or fragile materials.
Photopolymer Jetting (PJ)
Photopolymer Jetting (PJ) is very similar to PolyJet 3D printing but can differ depending on the printer brand or specific system design. In this process, UV-curable photopolymers are jetted as tiny droplets onto the build plate and solidified with ultraviolet light.
The layer height can be extremely fine, often producing parts with a smooth surface finish and high dimensional accuracy.
Some PJ systems offer multiple nozzles for different material types, allowing you to create multi-color or multi-material prints within a single build. Other versions provide temperature-controlled print heads to maintain material viscosity for consistent droplet formation.
Because of its precision and quality, PJ is widely used in fields such as product design, dental modeling, and visual prototyping—where aesthetics and surface detail are more important than load-bearing performance.
How to Choose the Right 3D Printing Type for Your Needs?
 When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
When choosing a 3D printing technology, start by identifying the base material that fits your project—thermoplastics, metal powders, ceramics, or photopolymers.
If you’re producing functional parts with high mechanical properties, selective laser sintering (SLS) or direct metal laser sintering (DMLS) may be better than basic fused deposition modeling (FDM).
For visual models or concept parts, stereolithography (SLA) or inkjet printing methods like Multi Jet Fusion (MJF) or PolyJet could deliver excellent surface finish and detail.
Geometry matters too. Are there overhangs, internal channels, or thin walls?
Processes like powder bed fusion or vat photopolymerization handle complex geometries better than material extrusion.
Budget also plays a role—binder jetting can offer lower unit costs at medium volumes, while traditional FDM 3D printers remain cost-effective for prototyping and consumer use.
Consider your accuracy and tolerance requirements. Some technologies like SLA or DMLS consistently hit sub-0.1 mm tolerances.
Others, such as large-format material extrusion or DED, may produce larger deviations but accommodate bigger build volumes.
Lastly, don’t overlook post-processing. Support removal, sanding, infiltration, and heat treatments all affect lead time and cost. If speed and minimal finishing matter most, aim for processes with clean support strategies or automated post-processing workflows.
Which 3D Printing Method Is Most Accurate?
If your top priority is accuracy, vat photopolymerization—especially SLA and DLP—is your best bet. These methods can achieve resolutions as fine as 25–50 microns, producing sharp edges, smooth surface finishes, and intricate features.
For high-precision metal parts, powder bed fusion technologies like DMLS or SLM are also excellent, often maintaining tolerances of ±0.1–0.2 mm.
However, final accuracy still depends on post-processing like machining or heat treatment to correct for shrinkage.
Material jetting methods such as PolyJet and photopolymer jetting also excel in accuracy and are ideal for smaller components that need tight dimensional control and visual detail.
In contrast, FDM 3D printing generally offers lower resolution and visible layer lines, though tuned machines can achieve decent results—especially for low-cost prototyping or fixtures where tolerances are less critical.
So, if you’re aiming for ultra-precise parts, start with SLA, DLP, or PolyJet, and consider metal powder bed fusion when strength and dimensional fidelity must combine.
What Is the Most Common 3D Printing Type?
Fused deposition modeling (FDM) is the most widely used 3D printing method across consumer, educational, and industrial segments.
This material extrusion process dominates due to its affordability, ease of use, and wide availability of plastic filaments.
Desktop FDM 3D printers are often priced under $500, making them ideal for classrooms, hobbyists, and small businesses. Many product designers and startups use them for prototyping and early-stage development.
Industrial FDM systems can handle engineering-grade thermoplastics with higher melting points, enabling production runs of durable parts. The popularity of FDM stems from its low entry barrier and the scalability it offers across multiple use cases.
Which Process Is Best for Complex Geometries?
Powder bed fusion (PBF), including selective laser sintering and selective laser melting, is the best method for printing intricate geometries.
It excels at producing parts with internal channels, fine lattice structures, and unsupported overhangs, especially when using polymer powder or metal powder as the base material.
Resin-based vat photopolymerization processes, like SLA or digital light processing, also perform exceptionally well with fine features and delicate structures. They provide high-resolution prints and are favored in industries requiring precision, such as dental modeling and medical devices.
Binder jetting offers similar freedom since the surrounding powder bed supports overhangs naturally. However, keep in mind that final properties depend on post-processing like sintering or infiltration. If you’re designing components with high complexity, these technologies offer the greatest design freedom.
Which Method Produces the Smoothest Surfaces?
SLA consistently delivers the smoothest surface finish among all 3D printing methods. It uses a UV laser to cure liquid resin layer by layer, producing minimal layer lines and high detail. This makes SLA ideal for visual prototypes, jewelry design, or dental models.
Material jetting also ranks high in surface quality. These systems jet tiny droplets of photopolymer and cure them instantly with UV light. The result is a nearly polished surface without the need for sanding or polishing.
For other methods like FDM or SLS, achieving similar finishes usually requires additional post-processing. Sanding, vapor smoothing, or coating can reduce visible layer lines, but the base print typically won’t match the native smoothness of photopolymer technologies.
What’s the Cheapest 3D Printing Method?
Fused deposition modeling (FDM) is typically the most affordable 3D printing method available. You’ll find low-cost desktop machines under $500, and basic thermoplastic filaments are inexpensive and widely accessible.
This makes FDM ideal for hobbyists, educators, and startups experimenting with prototyping or concept models.
Even in small production environments, its low material cost and minimal support requirements keep unit costs down.
For large prints or complex parts, however, FDM may not always remain the cheapest. Resin printers and binder jetting with gypsum can also offer cost-efficiency, especially when accuracy or color modeling is essential and post-processing is minimal.
Which 3D Printing Type Is Most Expensive?
Powder bed fusion (PBF) for metals, especially DMLS, SLM, and EBM is currently the most expensive form of 3D printing. These machines rely on high-powered lasers or electron beams, requiring precise energy deposition, inert gas handling, and extremely fine metal powder.
The cost goes beyond just the equipment. You’ll also have to factor in powder handling systems, post-processing tools, and highly trained technicians. Parts may need heat treatment or machining for final tolerances, adding labor and time.
These systems are often used in aerospace or medical sectors where performance justifies the investment, but for most users, the price tag is a major barrier to entry.
Which 3D Printing Process Is Fastest?
Continuous liquid interface production (CLIP), developed by Carbon, is among the fastest 3D printing processes. It builds parts continuously without stopping between layers, unlike most layer-by-layer techniques.
In other high-speed categories, multi jet fusion (MJF) and binder jetting also perform well. These methods apply entire layers of powder and binder in one pass, cutting down build time significantly for certain geometries.
Material extrusion can be fast when using pellet-fed systems and large nozzles, though you trade off fine detail. If you need production speed without sacrificing resolution, MJF and DLP (digital light processing) offer a strong balance.
Which 3D Printing Is Best for Metal Parts?
Powder bed fusion processes, specifically DMLS, SLM, and EBM are the best options for metal 3D printing. They produce fully dense, high-strength metal components that can match or exceed the performance of cast or machined parts.
These technologies are especially effective for complex geometries, tight tolerances, and critical applications in aerospace, medical, or tooling.
Proper post-processing like support removal, surface finishing, and thermal treatments ensures optimal results.
Binder jetting is an alternative for larger batches or lower-cost metal parts. While mechanical properties may be slightly lower, it offers faster throughput and lower material costs. For repairs or large features, directed energy deposition (DED) provides added flexibility.
Schlussfolgerung
Yes, we’ve covered a lot, but here’s the truth:choosing the right 3D printing method isn’t about picking the “best” one. It’s about finding the one that fits you.
Each process, from simple fused filament fabrication (FDM) to high-end metal printing like DMLS or EBM, has its own strengths, costs, and materials. And whether you’re building a quick prototype, a functional part, or something that looks like it came out of a sci-fi movie, there’s a 3D printing solution waiting for you.
Maybe you’re just starting out with a low-cost desktop printer and some PLA. Or maybe you’re working with engineering-grade materials for aerospace parts.
Either way, this technology lets you create faster, smarter, and more flexibly than traditional manufacturing ever could. Today, 3D printing isn’t just for experimenting, it’s shaping real production across industries.
The best part? You don’t have to do it all alone. If you’re unsure which path to take, reach out to experts and 3D printing service provider like 3ERP who know the machines, the materials, and the methods.
Your perfect match isn’t just out there, it’s already printing.
CNC-Maschine
- CNC G-Code G00 Eilgang
- Cornell AUV-Team verbessert Produktionsprozess mit DATRON
- Real Project Reviews:Auswahl von Materialien für Fräsmaschinenteile
- Präsentation der Plattenmöbel-Produktionslinie von Blue Elephant bei einem kolumbianischen Partner
- CNC G01 Winkelprogrammierung
- Wofür wird die NC-START-Taste auf dem CNC-Bedienfeld verwendet
- Der vertrauenswürdige Lieferant Jinan Blue Elephant liefert die Premium-Laserschneidmaschine 1325 für Metallfasern nach Tallinn, Estland
- Wie 5 große Automobilhersteller den 3D-Druck verwenden
- Wie Eloxieren Ihre elektronischen Produkte verbessern kann
- Professionelles Zwei-Prozess-Stein-CNC-Bearbeitungszentrum zum Verkauf