


Warum sich bei CNC-Multitasking-Maschinen von Y trennen?
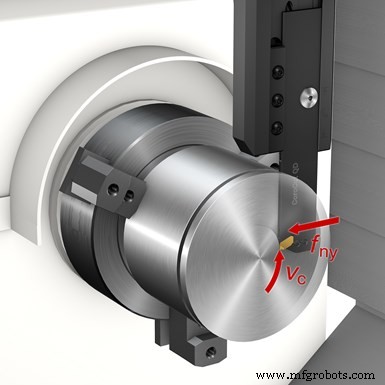
 Ein Schneidwerkzeug, das sich die Y-Achsenbewegung einer Multitasking-Maschine zunutze macht, kann Abstechvorgänge schneller als konventionell ausführen X-Achsenbewegung. Bildnachweis:Sandvik Coromant
Ein Schneidwerkzeug, das sich die Y-Achsenbewegung einer Multitasking-Maschine zunutze macht, kann Abstechvorgänge schneller als konventionell ausführen X-Achsenbewegung. Bildnachweis:Sandvik Coromant
B-Achsen-Drehfräser und viele CNC-Drehzentren mit angetriebenen Werkzeugen bieten eine Y-Achsenbewegung senkrecht zur Z-Achse. Diese dritte Linearachse ermöglicht es Fräsern, über die Mittellinie der Spindel zu verfahren, um Operationen wie Fräsen, Bohren und Schlitzen auszuführen, mit dem Ziel, Teile in einer Aufspannung fertig zu bearbeiten.
Sandvik Coromant hat einen Weg gefunden, diese Bewegung weiter zu nutzen, um Abstechoperationen im Vergleich zum herkömmlichen X-Achsen-Prozess auf Drehmaschinen ohne Y-Achse effektiver durchzuführen. Dies wurde erreicht, indem das CoroCut QD-Werkzeug neu gestaltet wurde, indem der Plattensitz um 90 Grad gedreht und das Werkstück in der Y-Achse so in Eingriff gebracht wurde, dass die Schnittkräfte auf den stärksten Teil der Schneide des Werkzeugs gerichtet sind.
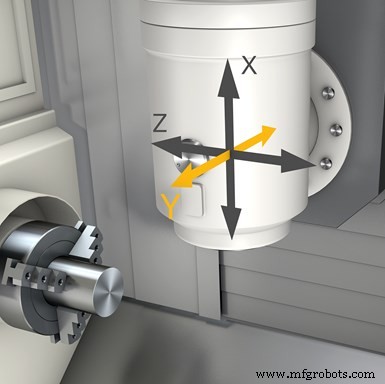
Hier sind die Bewegungsachsen für ein B -Achse Dreh-Fräser.
„Dies würde dem Kunden wirklich zugute kommen, der Zykluszeiten um Sekunden mit höherem Vorschub und geringerem Lärm verkürzen möchte“, sagt Staffan Lundström, Produktmanager bei Sandvik Coromant. „Mit einer Y-Achse muss man nicht mit Lärm und Vibrationen leben. Für den Kunden bedeutet dies sowohl Zeitersparnis als auch zusätzliche Möglichkeiten für eine unbemannte Produktion.“
Lundström hatte einige Jahre lang die Idee, mit der Y-Achse abzustechen, bis er mit Hilfe eines kleinen Teams bei Sandvik Coromant einen Prototyp entwickelte. Der erste Werkzeugtest verlief nicht gut, was zu Klappergeräuschen und Vibrationen aus der Werkzeugmaschine und schließlich zu einem gebrochenen Einsatz führte.
„Das war ein herber Rückschlag für uns“, erklärt Lundström. „Ich habe nicht wirklich verstanden, was los war.“

Abstechoperationen für konventionelle CNC-Drehzentren Fahren Sie den Fräser entlang der X-Achse.
Dann überprüfte das Team, was passiert war, entschied sich für eine interne Kühlmittelzufuhr durch das Werkzeug und modifizierte das Adapterdesign. Als der neue Prototyp auf einer anderen Maschine getestet wurde, erwies sich diese alternative Abstechmethode als erfolgreich.
Bei der aktuellen Konstruktion soll die Biegesteifigkeit der Klinge bei einem Blattüberstand von 60 mm (2,36 Zoll) mehr als sechsmal so hoch sein wie bei einem herkömmlichen Werkzeug, das in der X-Achse absticht, was einen stabileren Schneidprozess ermöglicht. Ermöglicht die Verwendung längerer Werkzeuge und das Erreichen höherer Vorschübe und schnellerer Zykluszeiten.
In einem Testvergleich stellte eine Werkstatt für die Luft- und Raumfahrtindustrie die Unterschiede zwischen dem Abstechen einer 35-mm-Stange aus Inconel 718 auf einer Multitasking-Maschine unter Verwendung der Y-Achsen-Methode mit dem CoroCutQD-Werkzeug und der Standard-X-Achsen-Methode mit einem anderen Werkzeug fest. Das Y-Achsen-Verfahren erreichte eine Schnittgeschwindigkeit von 40 m/min und einen Vorschub von 0,12 mm/U, was eine Standzeit von 35 Teilen ergab. Das X-Achsen-Verfahren erreichte eine Schnittgeschwindigkeit von 30 m/min und einen Vorschub von 0,05 mm/U, was eine Standzeit von nur 10 Teilen ergab.
Der CoroCut QD wurde zum Abstechen entwickelt entlang der Y-Achse einer Multitasking-Maschine. Die Biegesteifigkeit der Werkzeugklinge soll mehr als das Sechsfache der eines herkömmlichen Werkzeugs betragen, das in der X-Achse absticht.
Die Werkzeuglänge kann mit einem Offline-Voreinstellgerät gemessen werden. Die Werkzeuglänge wird beim Abstechen zur Werkzeugmittenhöhe, und es ist wichtig, dass die Spitzenhöhe korrekt ist, insbesondere beim Abstechen zur Mitte, sagt das Unternehmen. Wenn die Schneide schlecht einsehbar ist, befindet sich auf dem Werkzeug eine Lehrenebene.
Das Werkzeug eignet sich für Werkstückdurchmesser bis zu 180 mm (7 Zoll) und Schnittbreiten von 3 bis 4 mm (0,118 bis 0,157 Zoll).
Industrielle Ausrüstung
- ventive Wartungscheckliste für CNC-Maschinen
- Warum sind 5-Achsen-CNC-Router für Ihr Unternehmen unverzichtbar?
- Auf welche Achse bezieht sich die CNC-Bearbeitung?
- Ein Leitfaden für den Kauf gebrauchter CNC-Maschinen
- Wofür werden CNC-Maschinen verwendet?
- Definieren von Parametern für CNC-Drehmaschinen
- Warum werden 4-Achsen-CNC-Maschinen anderen Typen vorgezogen?
- Stangenzieher-Kit für CNC-Drehmaschinen mit Mehrfachwerkzeug
- Zweiachsige CNC-Drehmaschinen für Stabilität
- Drehzentrum für das Drehen von Großteilen