


Snap-Cure-Epoxid-Prepreg-Systeme:Hochleistungs-Duroplast mit thermoplastischer Geschwindigkeit

Quelle (Alle Bilder) | PRF Composite Materials Ltd. Bilder, die aus Original-PRF-Inhalten abgeleitet und durch KI-gestützte Verfeinerung verbessert wurden.
In der Hochleistungsfertigung ist Zeit die ultimative Währung. Snap-Cure-Epoxid-Prepreg-Systeme definieren Effizienz neu und bieten einige der schnellsten Duroplast-Prozesse, die heute verfügbar sind. Sie nähern sich den Zykluszeiten thermoplastischer Formpresssysteme an und bewahren gleichzeitig die überlegenen mechanischen Eigenschaften von Duroplasten.
Diese Technologie zeichnet sich in den Bereichen Automobil, Motorsport, Schifffahrt und Verteidigung aus, in denen strukturelle Integrität mit einer Massenproduktion einhergehen muss.
Empfohlener Inhalt
Im Gegensatz zu herkömmlichen Prepregs, die stundenlang im Autoklaven gelagert werden müssen, sind Snap-Cure-Systeme für das Formpressen (Presshärten) konzipiert. Zu den wichtigsten Vorteilen gehören:
- Schnelle Zyklen: Die entformbare Aushärtung wird bei erhöhten Werkzeugtemperaturen (typischerweise 140–160 °C, systemabhängig) in nur 2–4 Minuten erreicht.
- Reduzierte Verbrauchsmaterialien: Der Snap-Cure-Prozess macht Vakuumbeutel, Entlüfter und Dichtungsmittel überflüssig und reduziert Abfall, Kosten und Unordnung in der Werkstatt.
- Hot-in/Hot-out-Verarbeitung: Formwerkzeuge bleiben beheizt, wodurch energieintensive Hochlauf- und Abkühlzyklen (systemabhängig) entfallen.
- Hervorragende Oberflächengüte: Der kontrollierte Harzfluss sorgt bei der Verarbeitung in temperaturgesteuerten Metallwerkzeugen für eine hervorragende Oberflächenästhetik direkt aus der Form.
- Hohe Tg-Entwicklung: Schnelles Erreichen der DMA-gemessenen Glasübergangstemperaturen (Tg) von bis zu ~170 °C (systemabhängig), was eine hervorragende thermische Stabilität gewährleistet.
HINWEIS:Wie bei den meisten Hochleistungs-Prepregs bleiben die Lagerung im Gefrierschrank (typischerweise –18 °C), kontrollierte Auszeiten und ein striktes Feuchtigkeitsmanagement entscheidend für die Prozessstabilität und lunkerfreie Ergebnisse.
Der Snap-Cure-Prozess beginnt mit Präzision. Die kontrollierte Klebrigkeit ermöglicht automatisiertes Schneiden und Lagenhandling und ermöglicht so eine saubere CNC-basierte Verarbeitung oder manuelle Lay-up-Vorlagen. Sobald die Lagen fertig sind, erfolgt die Umwandlung bemerkenswert schnell, wie unten dargestellt.
Die gezeigten Bilder zeigen die Prepreg-Systeme RP570eXpress Cure und RP570FReXpress Cure von PRF Composite Materials (Poole, Dorset, Großbritannien). Die Bearbeitungsschritte für andere Lieferanten unterscheiden sich. Die Reihenfolge spiegelt die Laborverarbeitung wider, obwohl diese Systeme bereits von industriellen Herstellern in der pressenbasierten Produktion mit vorinstallierten Werkzeugen verwendet werden – weitere Einzelheiten zur RP570eXpress-Reihe finden Sie im PRF.
SNAP-CURE-VERFAHREN
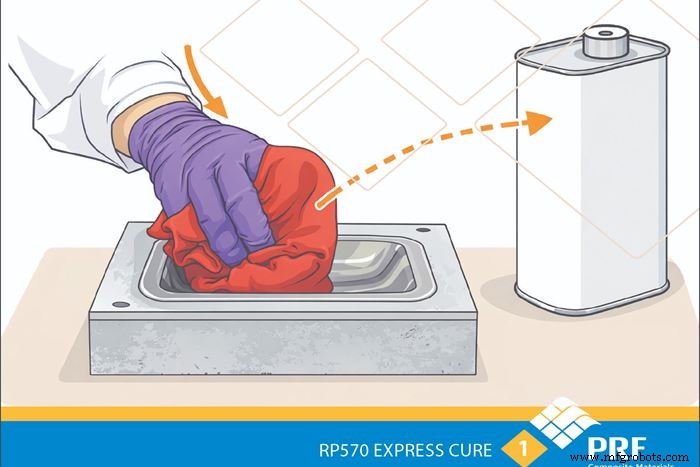
1️⃣ Legen Sie den vorgeschnittenen Prepreg-Stapel in den Präzisionsformhohlraum.
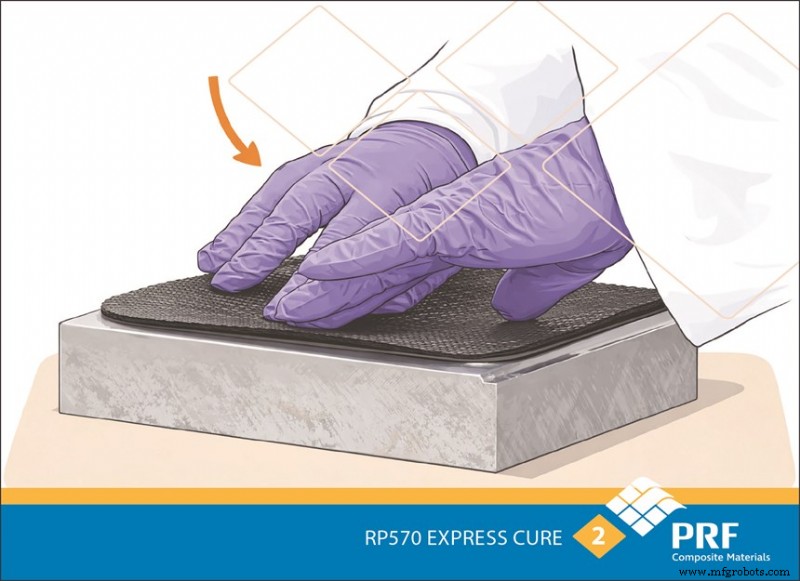
2️⃣ Sorgen Sie für eine präzise Materialausrichtung und Drapierung für eine optimale Geometrie.
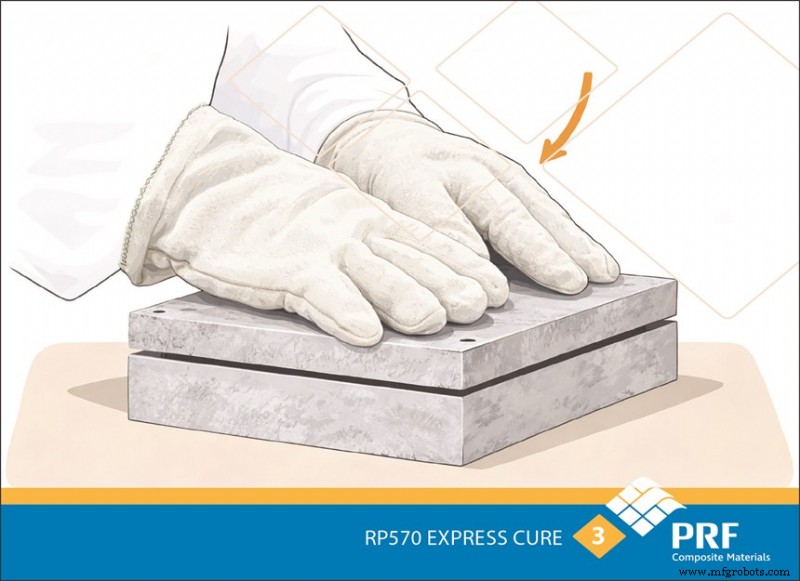
3️⃣ Befestigen Sie die obere Formhälfte, um den Zusammenbau für die Presse vorzubereiten.

4️⃣ Setzen Sie die Form in die Presse ein, wo Prozesszeit und Temperaturparameter voreingestellt sind.
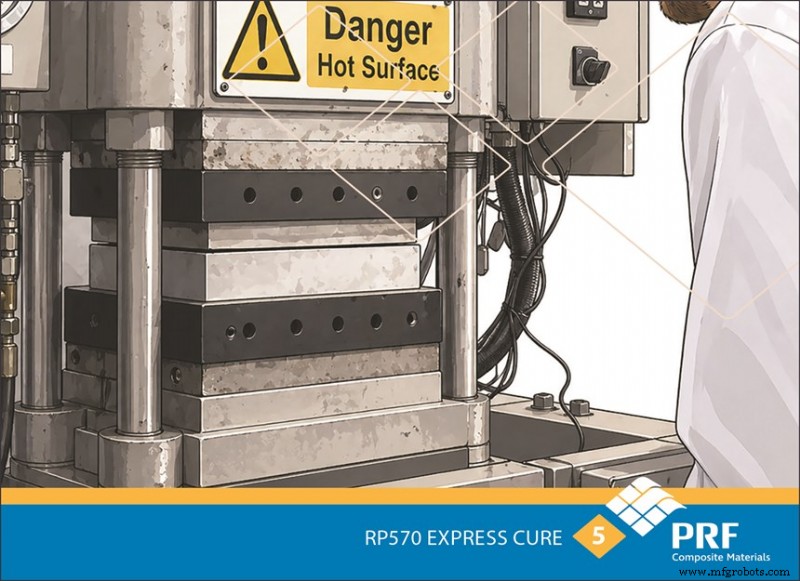
5️⃣ Üben Sie Druck aus (normalerweise 5–40 bar, abhängig von der Faserarchitektur, der Harzviskosität und der Teilegeometrie), um eine vollständige Verfestigung und einen vollständigen Harzfluss sicherzustellen.

6️⃣ Öffnen Sie die Form vorsichtig, nachdem der schnelle 2–4-minütige Aushärtezyklus abgeschlossen ist.

7️⃣ Entformen Sie mithilfe der schnellen Aushärtung und Modulentwicklung des Systems das noch heiße Strukturteil aus dem Presszyklus, sobald eine ausreichende Grünfestigkeit erreicht wurde (tragen Sie hitzebeständige Handschuhe), und übertragen Sie es dann zur Gratentfernung in die Trimmstation.
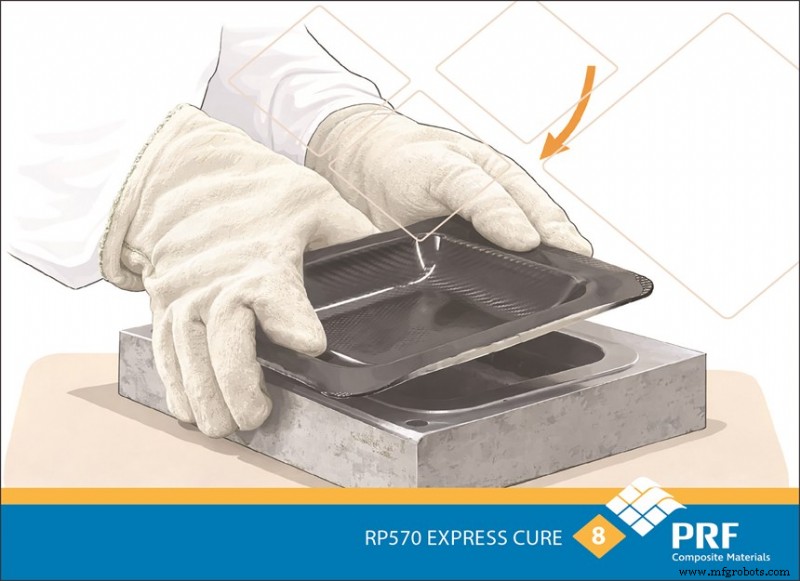
8️⃣ Das Ergebnis ist eine Reihe fertiger, polierter Komponenten, gestapelt und bereit für die Endmontage.
Effizienz muss keine Kompromisse bei der Qualität eingehen. Die Snap-Cure-Technologie ebnet den Weg für eine schnellere, schlankere und robustere Verbundwerkstoffzukunft.
Erfahren Sie mehr über Snap-Cure-Systeme in verwandten CW-Inhalten.
Über den Autor
Başar Öztuna
Başar Öztuna verfügt über mehr als 20 Jahre Erfahrung in der Herstellung von Verbundwerkstoffen, der Produktentwicklung und dem Projektmanagement. Er hatte wichtige technische und leitende Positionen bei führenden Branchenorganisationen inne, darunter Metyx Composites, Polser Composite Materials und AIATA Boats (Anadolu Group). Seine Kernkompetenz umfasst fortschrittliche Fertigungsprozesse und Strukturdesign.
Verbundwerkstoff
- CTE12A (Hartmetall)
- NAWAH eröffnet erste US-amerikanische VACNT-Anlage in Ohio und beschleunigt so die Innovation von Verbundwerkstoffen
- Wann sollte das Umspritzverfahren mit Spritzguss verwendet werden
- Intergranulare Korrosion:Was es ist und wie man es stoppt
- CTU05E (Hartmetall)
- Melamin RM329 - Stab
- Phenolisches RT315 - Rohr
- Präzision in der Praxis:Wie Vertragsgestaltung und -fertigung die Innovation medizinischer Geräte vorantreiben
- Phenolisches NP310 - Blatt
- CTF25E