


Tipps für den 3D-Druck:Nach dem Drucken
Zum Abschluss der Reihe „Tipps für den 3D-Druck“ konzentriert sich der folgende Artikel auf Tipps nach dem 3D-Druck einschließlich Wie man das Teil von der Basis trennt und den Extruder reinigt nach der Verwendung von Materialien, die Fasern enthalten, die anfällig für Staus sind, wie z. B. PLA-Kohlefaser.
1. Trennen Sie das Teil von der Basis
Wenn ein 3D-Druck fertig ist, eine Zeitspanne (5-10 Minuten) muss zugelassen werden, bevor das Teil von der Basis getrennt und manipuliert wird, damit es ausreichend abkühlt und unterhalb der Erweichungstemperatur liegt. Wenn dies nicht erfüllt wird, wird das Werkstück verformt und verliert etwas Endqualität. Nach der oben angegebenen Zeit kann das Stück unterstützend getrennt werden wenn möglich, mit einem Spachtel. Wenn kein Spatel verfügbar ist, warten Sie, bis der Boden Raumtemperatur hat, oder verwenden Sie eine rudimentäre Schnellkühltechnik, wie z Sie hören ein Knarren, was darauf hinweist, dass sich das Stück bereits teilweise vom Boden gelöst hat und bereits von Hand getrennt werden kann.
Wenn Materialien empfindlich auf plötzliche Temperaturänderungen reagieren (ABS oder Nylons) verwendet werden, sollte die Temperatur der Basis nach Abschluss des 3D-Drucks allmählich gesenkt werden, um Verformungen im Teil zu vermeiden. Dieser Vorgang kann mit Programmen wie Simplify3D durchgeführt werden, indem die Basistemperatur in Intervallen von 5 ºC verringert wird, bis sie die Umgebungstemperatur erreicht.
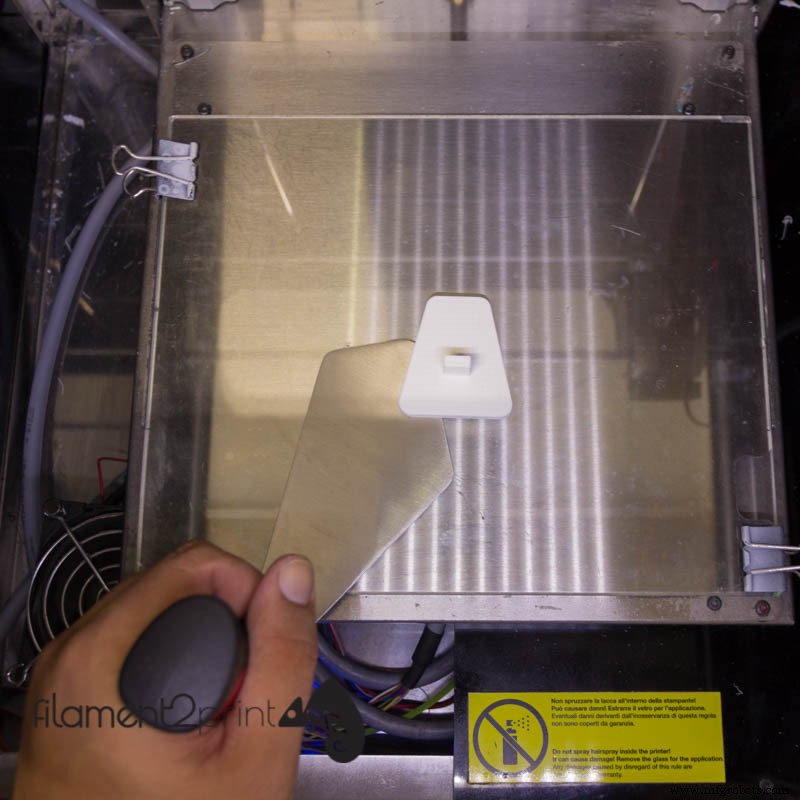
Bild 1: Spatula BuildTak

Bild 2: Smart Clean-Reinigungsfilament
2. Extruder reinigen
Nach der Verwendung von abrasiven Materialien, die Fasern enthalten und zum Verklemmen neigen , wie PLA-Kohlefaser oder Nylon-Kohlefaser CF15, sollte der Benutzer das Innere des Extruders reinigen damit sie die Trümmer dieser Filamente nicht verfestigen und keine zukünftigen Staus. Dafür das Smart Clean Reinigungsfilament kann ein Material verwendet werden, das bei 10 °C über der Temperatur des Filaments des letzten 3D-Abdrucks für etwas mehr als 1 Meter oder bis das Filament die Düse frei von Rückständen des Materials des vorherigen 3D-Abdrucks verlässt, verwendet wird Eindruck. Dieser Vorgang verhindert Staus und verlängert die Lebensdauer des Extruders.
3. Basis reinigen
Viele 3D-Drucker haben eine Glasbasis oder eine andere Art von Basis, auf die Spray gesprüht wird (3DLac oder DimaFix), das die Haftung des Teils während mehrerer Eindrücke unterstützt. Nach mehrmaligem Gebrauch sollte das Spray erneut aufgesprüht werden , aber nicht vor dem Waschen der Basis mit Wasser (besser kalt) und mit Seife. Einfach ein wenig Seife auf die Basis auftragen, etwas Wasser und mit der Hand darüber reiben, ist mehr als genug, um die Basis zu reinigen. Trocknen Sie es abschließend mit Papier ab und prüfen Sie, dass sich keine Sprühspuren auf der Basis befinden.
4. Überprüfen Sie die Abmessungen und die Ausführung des Teils
Nach dem Entfernen des Teils von der Druckerbasis sollte eine Gesamtprüfung der Abmessungen und der Verarbeitung durchgeführt werden, um sicherzustellen, dass der 3D-Drucker ordnungsgemäß funktioniert. Mit einer Lehre muss man die Außenmaße des Teils und eventuelle innere Lücken messen, wenn diese nicht stimmen, muss die Kalibrierung des 3D-Druckers, hauptsächlich die Basis und die Schritte der Motoren, überprüft werden. Wenn die Oberflächenbeschaffenheit nicht gut ist, liegt es wahrscheinlich daran, dass die verwendete Drucktemperatur nicht richtig ist oder dass der Extruder (oder die Düse) verschmutzt oder in schlechtem Zustand ist.
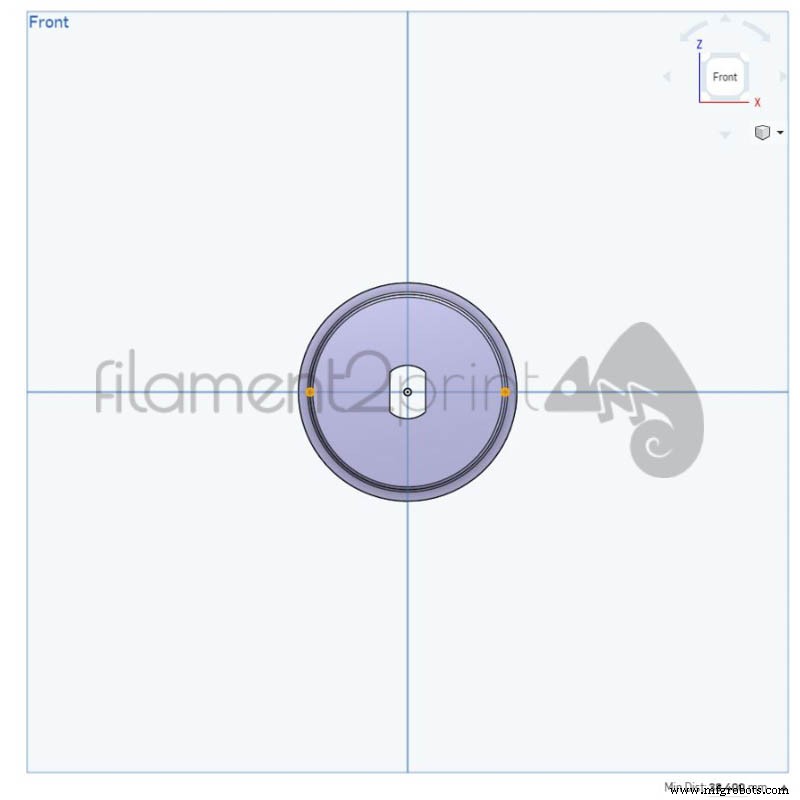
Bild 3:Theoretische Durchmessermessung

Bild 4:Messung des tatsächlichen Durchmessers
5. Oberflächenveredelung
Bei der Herstellung von Teilen, die eine hervorragende Oberflächenbeschaffenheit benötigen, werden einige der Endbearbeitungstechniken verwendet wie das Auftragen von Aceton oder Acetondampf (gilt nur für Teile aus ABS) oder das Auftragen eines Endbearbeitungsprodukts wie einer Epoxidharzbeschichtung (XTC) die es außerdem ermöglichen, zu schleifen oder nachträglich zu streichen und so ein praktisch glattes Finish zu erhalten damit die Schichten im Stück nicht geschätzt werden.
Video 1:AOberflächenveredelung mit XTC
Dieser Artikel schließt die Reihe „Tipps für den 3D-Druck“ ab, in der die häufigsten Probleme vor, während und nach dem 3D-Druck FDM/FFF aufgezeigt und die wichtigsten Lösungen zu ihrer Vermeidung oder Lösung erklärt wurden.
3d Drucken
- 3D-Druckmaterialien für die Raumfahrt?
- Eine Einführung in den 3D-Druck für den Sandguss
- 4 wichtige Designüberlegungen für den 3D-Druck
- Anwendungs-Spotlight:3D-Druck für Lager
- Anwendungs-Spotlight:3D-Druck für Schuhe
- Einführung in den 3D-Druck für den Bildungsbereich
- Tipps für 3D-Druckformen
- 10 stärkste Materialien für den 3D-Druck
- Designtipps für den Carbon DLS™ 3D-Druck
- Designtipps für Polyjet-3D-Druck