


Probleme durch falsche Positionierung der Filamentspule
Etwas, das oft nicht berücksichtigt wird, aber eine Fehlerquelle darstellen kann, ist die Position der Spule und ihr Weg zum Extruder. Um die Arbeit des Extruders zu erleichtern, sollte der minimale Zugwiderstand des Filaments angestrebt werden . Je höher der Widerstand, desto härter muss der Extrudermotor arbeiten, was mehr Wärme erzeugt und die Wahrscheinlichkeit eines Harzverlusts erhöht. Außerdem nimmt die Reibung der Räder mit dem Filament zu, was zu mehr Verschleiß und Schmutz führt und die Reibung erhöht Möglichkeit von Bissen im Filament.
Optimale Spulenposition
Die optimale Spulenposition ist diejenige, die den kürzesten und geradesten Weg zum Extruder garantiert. Darüber hinaus sollten folgende Punkte berücksichtigt werden:
- PTFE-Schläuche: Ist der Abstand zwischen Spule und Extruder groß (meist mehr als 15-20 cm) oder ist es bei Direktsystemen nicht möglich, die Spule direkt auf dem Extruder zu platzieren, sollte ein PTFE-Schlauch zur Führung des Filaments verwendet werden.
- Wenn der PTFE-Schlauch verwendet wird, um das Filament von der Spule zum Extruder zu führen, sollte ein Schlauch mit einem Innenquerschnitt verwendet werden, der etwas größer ist als der Durchmesser des Filaments. Schläuche mit engen Durchmessern erzeugen mehr Reibung und erhöhen die Belastung des Motors.
- Wird der PTFE-Schlauch verwendet, um das Filament vom Extruder zum Hotend zu führen (Bowden-Systeme),muss der Innendurchmesser angepasst werden, um einen möglichst homogenen Druck zu erreichen. In diesen Fällen empfiehlt es sich, hochwertige PTFE-Schläuche mit möglichst geringem Reibungskoeffizienten zu verwenden.
In jedem Fall sollte der Hub so kurz wie möglich (maximal 80 cm bei Bowdenzügen) und mit möglichst großem Krümmungsradius sein. Außerdem sollte ein Ende des PTFE-Schlauchs direkt in den Extruder eingeführt werden, während das andere Ende tangential zur Spule und in einem Abstand von etwa 10 cm vom Filament-Abwickelbereich platziert werden sollte.
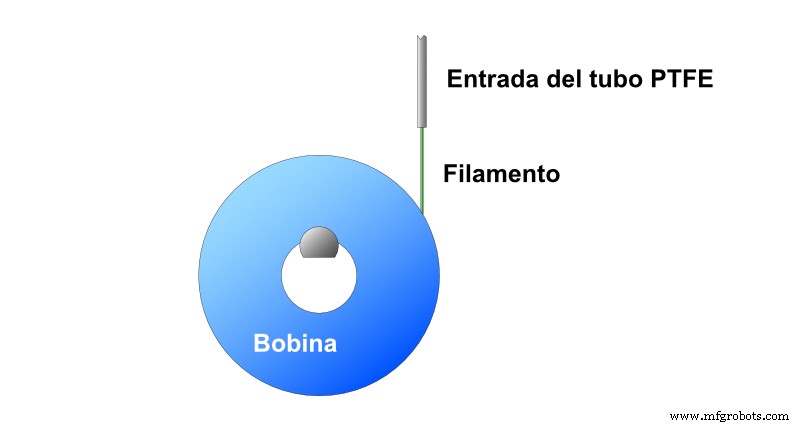
Bild 1:Korrekte Position des Einlasses des PTFE-Schlauchs. Quelle Filament2print
- Spulenhalter :Obwohl es den Anschein haben mag, dass es am besten ist, wenn der Spulenhalter so wenig Reibung wie möglich ausübt, ist dies nicht der Fall. It is true that the bobbin holder should not exert excessive friction, but neither should it allow the bobbin to turn freely. If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Source:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. Es können wichtige Unterschiede bei den Kalibrierungs- oder Einstellungsverfahren zwischen verschiedenen Marken und Modellen bestehen, daher wird empfohlen, das Handbuch des Herstellers zu konsultieren, bevor Sie diese Anleitung lesen.
3d Drucken
- Der Anfängerleitfaden zur Fused Filament Fabrication (FFF)
- Die Triode
- Die häufigsten Probleme mit dem Autokühlsystem
- WLAN-Positionsbestimmungssysteme für Innenräume:die guten, die schlechten und die Alternativen
- Das Fell fliegt, wenn Probleme auftreten
- Die größten Schmierprobleme
- Ein Teil der Woche – Tony Nutiles zusätzliche Spule und Ablage für Werkzeuge
- ICS-Sicherheit im Rampenlicht aufgrund der Spannungen mit dem Iran
- Die häufigsten Probleme mit industriellen Generatoren
- Probleme mit der Glas-Metall-Versiegelung in der Elektronik