


Was ist Extrusion – ausführliche Erklärung | Die mechanische Post
Grüße von The Mechanical Post ! Heute werden wir sehen, was ist Extrusion? Verfahren, Vorteile und Grenzen Fangen wir also mit der Definition von Extrusion an .
Definition von Extrusion
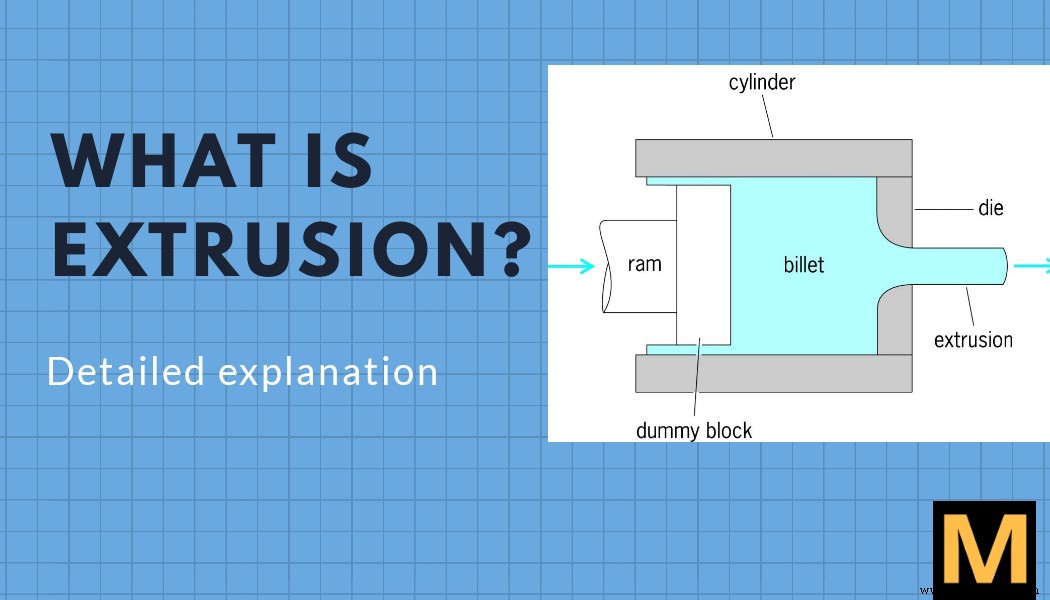
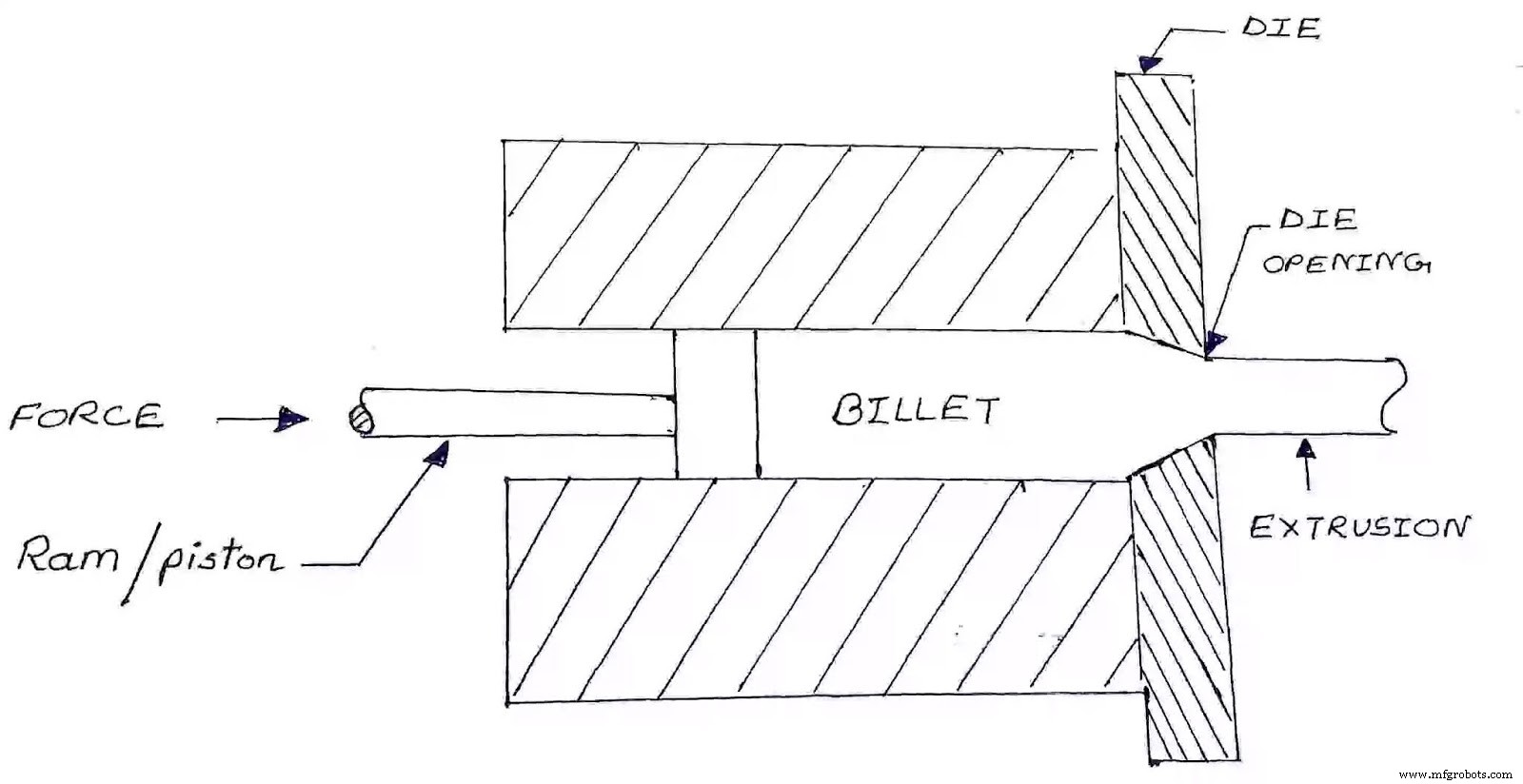
Extrusion kann als Herstellungsprozess definiert werden, bei dem ein Metallblock in einem Behälter eingeschlossen und gezwungen wird, durch eine kleine Öffnung mit einer bestimmten Form und Größe, die als Düse bezeichnet wird, zu fließen.
Extrusionsbezogene Begriffe, die Sie kennen müssen
Billet > Ein Knüppel sind gleichförmige Blöcke aus dem zu extrudierenden Material (z. B. Aluminium-Strangpressteile). ). Diese Blockgrößen variieren in Abhängigkeit von der für die Extrusion verwendeten Maschinerie. Aus diesen Blöcken wird dann das gewünschte Produkt extrudiert.
 |
| Bild zeigt Extrusionsdüse |
Stirb
Extrusionsdüsen sind kreisförmige Stahlplatten oder -scheiben mit beträchtlicher Dicke und mit einer oder mehreren Öffnungen, um das gewünschte Profil zu erzeugen. Sie sind aus H-13-Matrizenstahl gefertigt und wärmebehandelt, da sie hohen Drücken und Temperaturen standhalten müssen, die dadurch entstehen, dass der heiße Knüppel durch die Matrize gedrückt wird.
Ram-Extruder
Der Stößel ist eine Art Kolben oder Plunger und hat eine große Masse, die verwendet wird, um den Knüppel durch Aufbringen einer großen Kraft durch die Matrize zu drücken. Ein Beispiel für einen Stößel ist die Arztspritze, da der Arzt Kraft auf den Stößel ausübt und die darin enthaltene Flüssigkeit herausfließen muss.Extrusionsprozess
Der Extrusionsprozess beginnt mit dem Erhitzen des Barrens. Der Knüppel wird üblicherweise auf eine solche Temperatur erhitzt, dass das Material leicht verformbar und duktil wird.
Das Strangpressen wird häufiger bei der Herstellung von Voll- und Hohlprofilen aus Nichteisenmetallen und deren Legierungen (Aluminiumlegierungen, Kupfer, Messing und Bronze usw.) verwendet, aber auch Stahl und andere Eisenlegierungen können mit der Entwicklung von geschmolzenem Glasschmiermittel.
Ausgangsmaterial beim Strangpressen sind gegossene oder gewalzte Knüppel. Die Palette der extrudierten Artikel ist sehr breit:Stangen mit einem Durchmesser von 3 bis 25 mm, Rohre mit einem Durchmesser von 20 bis 400 mm und einer Wandstärke von 1 mm und mehr sowie kompliziertere Formen, die mit anderen mechanischen Bearbeitungsmethoden nicht erhältlich sind. Neben Metallen Extrusion von Kunststoffen ist auch möglich.
Sie könnten auch gerne lesen
- Was ist GTAW- oder WIG-Schweißen
- Was ist Stahl und seine Arten – detaillierte Klassifizierung
- Was ist Grauguss
- Industrielle Automatisierung und ihre Arten
Extrusionstypen:
Direkte Extrusion:
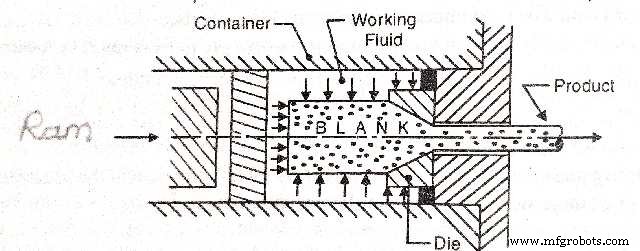
Der erhitzte Knüppel wird in den Behälter gelegt. Es wird von einem Stößel in Richtung Matrize geschoben. Das Metall wird einer plastischen Verformung unterzogen, gleitet an den Wänden des Behälters entlang und wird gezwungen, durch die Düsenöffnung zu fließen. Am Ende des Extrusionsvorgangs verbleibt ein kleines Metallstück, das als Endschrott bezeichnet wird, im Behälter und kann nicht extrudiert werden. Um ein Hohlprofil zu erhalten, wird häufig ein Hohlblock um den Dorn herum verwendet. In einigen Fällen ist der Knüppel massiv und wird von dem Dorn oder einem darin gebohrten axialen Loch mittels einer Bohrmaschine durchbohrt, bevor der Extrusionszyklus beginnt. Der Dorn kann am Stößel befestigt sein. Wenn sich der Stößel in Richtung auf die Matrize bewegt, wird das Metall durch den ringförmigen Zwischenraum und aus einem Rohr herausgedrückt.
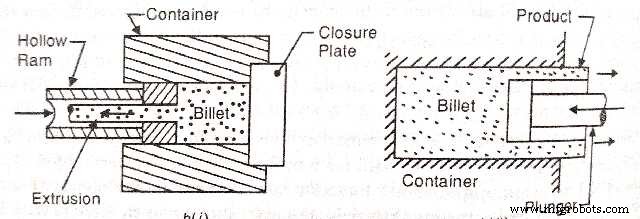
Indirekte Extrusion:
Bei einem indirekten Strangpressverfahren wird das Metall entgegen der Stößelbewegung extrudiert. Zu diesem Zweck wird ein Hohlstempel verwendet (wie oben gezeigt). Der Hohlstempel enthält die Matrize in Form des gewünschten Produkts. Zur Herstellung des Teils wird die Matrize am Ende des Hohlstempels montiert, während am anderen Ende der Behälter geschlossen wird. Während sich der Stempel bewegt, übt die Matrize Druck auf den Knüppel aus und das verformte Metall fließt durch die Matrizenöffnung entgegen der Bewegung des Stempels und das Produkt wird durch den hohlen Stempel extrudiert.
Heißextrusion :
Heiße Extrusion ist ein Prozess, bei dem der Knüppel vor dem Extrudieren erhitzt wird . Die Heißextrusion wird oberhalb der Rekristallisationstemperatur des Materials durchgeführt, wodurch das Material nicht nur kaltverfestigt wird, sondern es wird auch einfacher, das Material durch die Matrize zu drücken.
Kalte Extrusion:
Im Gegensatz zum Heißextrusionsverfahren arbeitet das Kaltextrusionsverfahren bei Raumtemperatur. Das Kaltfließpressen ist gegenüber dem Heißfließpressen vorteilhaft, da es keine Oxidation verursacht, eine höhere Festigkeit aufgrund der Kaltumformung bietet, mit engeren Toleranzen bearbeitet werden kann, eine bessere Oberflächenbeschaffenheit und schnelle Extrusionsgeschwindigkeiten aufweist.Materialien, die üblicherweise kaltfließgepresst werden beinhalten:
- führen,
- Zinn,
- Aluminium,
- Kupfer,
- Zirkonium,
- Titan,
- Molybdän,
- Beryllium,
- Vanadium,
- Niob und Stahl.
Beispiele für Produkte, die mit diesem Verfahren hergestellt werden, sind:Faltschläuche, Feuerlöschergehäuse, Stoßdämpferzylinder und Getrieberohlinge.
Dieses Verfahren ähnelt dem Heißstrangpressen, außer dass die bearbeiteten Metalle die Plastizität besitzen, die für eine erfolgreiche Formgebung erforderlich ist, ohne sie zu erhitzen. Üblicherweise weisen diese Metalle eine hohe Duktilität auf. Kaltfließpressen wird auch durchgeführt, um die physikalischen Eigenschaften eines Metalls zu verbessern und ein fertiges Teil herzustellen.
Vorteile der Extrusion:
- Das Sortiment an extrudierten Artikeln ist sehr breit. Querschnittsformen, die durch Walzen nicht möglich sind, können extrudiert werden, z. B. solche mit einspringenden Abschnitten.
- Kein Zeitverlust beim Formenwechsel, da die Matrizen einfach entfernt und ausgetauscht werden können.
- Die Maßgenauigkeit von extrudierten Teilen ist im Allgemeinen besser als die von gewalzten.
- Die Automatisierung in der Extrusion ist einfacher, da Artikel in einem Durchgang hergestellt werden.
- Extrusionen sind leichter, solider und stärker als Gussteile.
- Extrusionen sind genauer als Gussteile und erfordern weniger Endbearbeitungsprozesse nach der Extrusion.
Einschränkungen des Extrusionsprozesses:
- Der Prozessabfall beim Extrudieren ist höher als beim Walzen, wo er nur 1 bis 3 % beträgt.
- Relativ hohe Werkzeugkosten, da aus teuren legierten Stählen hergestellt.
- In der Produktivität ist die Extrusion dem Walzen weit unterlegen, insbesondere seinen kontinuierlichen Varianten.
- Die Extrusionskosten sind im Allgemeinen höher als bei anderen Techniken.
- Die Lebensdauer von Extrusionswerkzeugen ist aufgrund hoher Kontaktspannungen und Schlupfraten kürzer.
- Es können nur Formen mit konstantem Querschnitt hergestellt werden.
Wenn Ihnen dieser Beitrag gefällt, teilen Sie uns dies in den Kommentaren mit und teilen Sie ihn mit Freunden und Familie über die unten angegebenen sozialen Links. Lass mich auch wissen, zu welchem Thema du als nächstes lesen möchtest 🙂
Denken Sie auch daran, sich anzumelden, indem Sie auf die Schaltfläche "Abonnieren" klicken, und verpassen Sie keinen Beitrag von uns!
Industrietechnik
- Was ist ein mechanisches Gelenk?
- Was ist Schlagextrusion?
- Was ist Extrusionsblasformen?
- Was ist eine mechanische Zugfeder?
- Was ist eine neue Plattform in der Cloud?
- Was sind die Haupttypen mechanischer Kraftübertragungssysteme?
- Was ist 5S? Eine Erläuterung der Elemente von 5S für eine Lean-Kultur
- Was gehört zum Herstellungsprozess?
- Was ist eine mechanische Verbindung?
- Was ist eine mechanische Presse?