


Was ist Gießen? ausführliche Erklärung | Die mechanische Post
Casting ist ein Fertigungsprozess die seit der Antike umgesetzt wird. Bis heute ist „Gießen“ die Wahl vieler Hersteller als Methode zur Herstellung verschiedener Teile. Beginnen wir heute mit der Definition von „Casting“

Der allgemeine Prozess des Castings ist wie folgt:
- Metall wird erhitzt, bis es verflüssigt ist.
- Das verflüssigte Metall wird in Formen gegossen, um dem geschmolzenen Metall die gewünschte Form und Größe zu verleihen.
- Das geschmolzene Metall wird gekühlt und in der Form erstarren gelassen.
- Nach dem Erstarren wird das Bauteil aus der Form genommen, gereinigt und bei Bedarf einem anderen Bearbeitungsprozess unterzogen.
Als Guss wird das Formteil oder Bauteil bezeichnet, das nach dem Erstarren aus der Form entfernt wird . Als „Gießerei“ wird die Fabrik oder Werkstatt bezeichnet, die Gussstücke herstellt „.
In der Industrie gibt es hauptsächlich zwei Arten von Gießereien:
- Auftragsgießerei
- Firmeneigene Gießerei
1. Jobbing-Gießerei: Diese Art von Gießereien sind unabhängige Produktionszentren. Lohngießereien produzieren Gussteile auf Lohn-/Auftragsbasis.
2. Eigene Gießerei : Diese Gießereien sind ausschließlich im Besitz. Da der Besitz einer Gießerei nicht billig ist, gehören firmeneigene Gießereien normalerweise großen Unternehmen. Es ist wie eine Abteilung des Herstellungsprozesses des Unternehmens. Eigene Gießerei produziert Gussteile nach den Bedürfnissen der Muttergesellschaft.
Casting-Prozess:
Flussdiagramm des Casting-Prozesses.
- Erstellen Sie das Muster. Das Material des Musters kann sein:Holz, Metall oder Kunststoff.
- Bereiten Sie mithilfe von Mustern die Form und die erforderlichen Kerne vor.
- Die Form richtig einspannen, wobei die Kerne richtig im Formhohlraum platziert sind.
- Das zu gießende Metall oder die zu gießende Legierung schmelzen.
- Gießen Sie das geschmolzene Metall/den Hohlraum in den Formhohlraum.
- Lassen Sie das geschmolzene Metall abkühlen und erstarren. Entfernen Sie den Guss aus der Form. Dieser Vorgang wird „Ausschütteln“ genannt.
- Reinigen und beenden Sie den Guss.
- Testen und inspizieren Sie den Guss.
- Entfernen Sie die Defekte, falls vorhanden und wenn möglich (Rettung des Gussteils).
- Entspannen Sie das Gussteil durch Wärmebehandlung.
- Inspiziere den Guss noch einmal.
- Der Abguss ist gebrauchsfertig.
Mustererstellung:
Der Gießprozess beginnt mit der Modellherstellung. Muster werden verwendet, um Formen für das Gießen herzustellen, in die das geschmolzene Metall gegossen wird. Muster sind die Nachbildungen des Produkts, das gegossen werden soll. Die Muster sind etwas größer, da sie alle Arten von Zulagen enthalten. Einige der Zuschläge sind Schrumpfzuschlag: Da Metalle dazu neigen, beim Erstarren zu schrumpfen, muss das Muster etwas größer gemacht werden, um die Schrumpfung auszugleichen. Bearbeitungszugabe : Die Bearbeitung oder Endbearbeitung des Gussstücks führt zur Entfernung von Metall, daher entwerfen die Designer das Modell so, dass das Endprodukt nach allen Bearbeitungsvorgängen die gewünschte Form und Größe hat. In ähnlicher Weise sind viele andere Zulagen in einem Muster enthalten.  |
| Ein Holzmuster eines Maschinenteils. |
Für die Musterherstellung verwendete Materialien sind:
- Für die Produktion in kleinem Maßstab:Es werden Hölzer wie Weißkiefer, Mahagoni, Ahorn, Birke und Kirsche verwendet. Holz wird in der Kleinserienproduktion verwendet oder wenn weniger Gussteile hergestellt werden sollen. Holzmuster haben ein geringes Gewicht, sind im Vergleich zu Metallmustern kostengünstig und können leicht in die gewünschte Form gebracht werden. Dies macht Holzmuster zu einer besseren Wahl. Neben Holz können alternativ auch Kunststoffmuster verwendet werden.
- Für die Massenproduktion:Metalle werden für die Musterherstellung verwendet, wenn es um die Massenproduktion geht. Sie sind langlebiger als Holzmuster und haben eine längere Lebensdauer, da sie dem Verschleiß widerstehen können. Weitere Vorteile, die Metalle zu einer geeigneten Option machen, sind, dass sich Metalle nicht leicht verformen, rauer Handhabung standhalten, verschleißfest sind, eine bessere Oberflächenbeschaffenheit möglich ist, korrosionsbeständig (außer Eisenmetalle) usw. Metalle wie Messing, Aluminium, Weißmetall und Gusseisen werden für die Musterherstellung bevorzugt.
Mustertypen :
- Einteiliges Schnittmuster
- Split-Muster oder zweiteiliges Muster
- Gated-Muster
- Cope-and-Drag-Muster
- Sweep-Muster
- Skelettmuster
Lesen Sie auch :
- Was ist eine Drehmaschine
- Grundlegende Workshop-Tools, die Sie kennen müssen
- Was ist GTAW- oder WIG-Schweißen
- Industrielle Automatisierung und ihre Arten
Formteil :
Nun, da das Muster erstellt ist, wird das Muster verwendet, um eine Form daraus zu machen. Wie ? Mal schauen. Von allen Formverfahren wird das Sandformen am häufigsten zum Gießen verwendet. Sandformen sind „Wegwerf“- oder „Einmalgebrauchs“-Formen. Nach dem Gießen wird die Sandform vollständig zerstört, um das Gussteil aus der Form zu entnehmen. Der Sand wird zusammen mit Wasser mit Bindemitteln und Zusatzstoffen gemischt, um die Formbarkeit des Sandes zu erhöhen. Zur Herstellung der Form wird das Formmaterial um das Modell herum eingeschlossen. Wie in der Abbildung gezeigt, wird der obere Teil der Form als Cope und der untere Teil als Drag bezeichnet. Man lässt die Form aushärten und das Muster wird aus der Form entfernt, nur um den so geschaffenen Hohlraum zum Eingießen von geschmolzenem Metall freizulegen. Arten von Sandformen sind:- Grüne Sandform
- Trockene Sandform
- Lehmsandformen
- CO2-Schimmel usw.
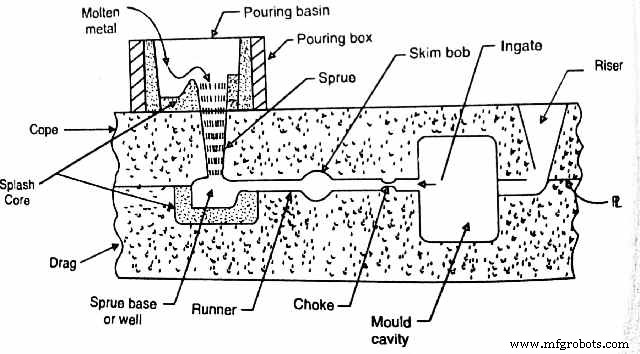
Die Form enthält die folgenden Elemente für ein erfolgreiches Gießen:
Kern : Der Kern besteht normalerweise aus Sand, Holz oder Metall und wird zum Bohren von Löchern in den Guss verwendet. Der Kern ist ein Körper, der in den Formhohlraum eingelegt wird, bevor die Form geschlossen und das geschmolzene Metall eingegossen wird. Der Kern trägt somit dazu bei, einen Hohlraum innerhalb des Gussstücks zu bilden. Gießbecken: Es ist das Reservoir an der Spitze des Eingusses (in der Kappe), das den Dampf des geschmolzenen Metalls aufnimmt, das aus der Pfanne gegossen wird. Anguss : Ein Anguss oder Falltor ist ein vertikaler Kanal, der das Gießbecken mit Läufern und Toren verbindet. Er ist nach unten etwas verjüngt, um das Gießen zu erleichtern, und was noch wichtiger ist, um eine abnehmende Querschnittsfläche zu haben, die der Zunahme der Geschwindigkeit des geschmolzenen Metalls entspricht, wenn es durch das Eingussloch fließt. Dadurch wird die turbulente Strömung und damit das Einsaugen von Luft mit der Flüssigkeit in den Formhohlraum verhindert. Angusssockel oder Brunnen : Es ist das Reservoir am unteren Ende des Eingusses. Es verhindert eine übermäßige Sanderosion, wenn das geschmolzene Metall auf den Läufer am Fichtenfuß trifft. Außerdem gibt es einen beträchtlichen Geschwindigkeitsverlust im Bohrloch. Läufer: Der Angusskanal ist im Allgemeinen der horizontale Kanal, dessen Funktion darin besteht, Schlacke einzufangen und den Angussboden mit den Anschnitten zu verbinden, wodurch das geschmolzene Metall in den Formhohlraum eintreten kann. Gatter : Die Anschnitte sind die Kanäle, durch die das ankommende Metall direkt in den Formhohlraum eintritt. Aufsteiger: Die Riser oder Futterköpfe sind ein Teil des Fütterungssystems. Dies sind Reservoire des geschmolzenen Metalls, die das Metall während des Erstarrens in das eigentliche Gussteil speisen, um Lunker im Gussteil zu vermeiden.Wenn Ihnen dieser Beitrag gefällt, teilen Sie uns dies in den Kommentaren mit und teilen Sie ihn mit Freunden und Familie über die unten angegebenen sozialen Links.
Industrietechnik
- Lost-Foam vs. Vollformguss:Was ist der Unterschied?
- Die Grundlagen des Schleudergusses:Was Sie wissen sollten
- Was ist GMAW- oder MIG-Schweißen? – erklärt | Die mechanische Post
- Was ist Extrusion – ausführliche Erklärung | Die mechanische Post
- Was sind die Haupttypen mechanischer Kraftübertragungssysteme?
- Was ist 5S? Eine Erläuterung der Elemente von 5S für eine Lean-Kultur
- Was gehört zum Herstellungsprozess?
- Feinguss vs. Druckguss:Was sind die Unterschiede?
- Sandguss vs. Druckguss:Was sind die Unterschiede?
- Was ist Sandguss?