


Designrichtlinien für HP Multi Jet Fusion

Multi Jet Fusion ermöglicht die effiziente Produktion von Nylonteilen für den Endverbrauch mithilfe von additiven Technologien. Hier ist eine Checkliste für Designteams.
Einführung
Was ist Multi-Jet-Fusion?
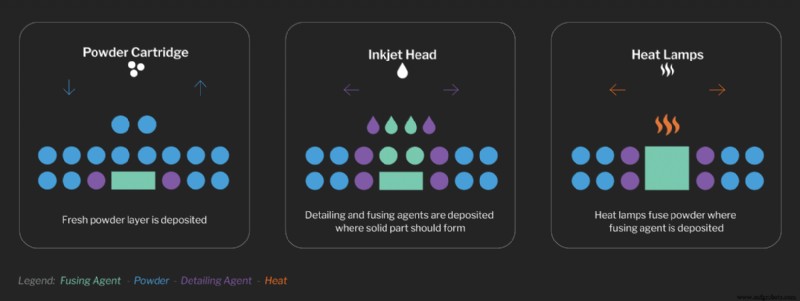
Multi Jet Fusion (MJF) ist eine industrielle Form des 3D-Drucks, die verwendet werden kann, um funktionale Nylon-Prototypen bis hin zu Serienteilen mit außergewöhnlicher Designfreiheit und mechanischen Eigenschaften herzustellen. Beim MJF-Verfahren werden Tintenstrahldüsen verwendet, um Fixier- und Detaillierungsmittel selektiv über ein mit Nylonpulver beschichtetes Bett zu verteilen. Im Gegensatz zum selektiven Lasersintern, bei dem Laser verwendet werden, um das Pulver zu festem Material zu verschmelzen, verwendet der MJF-Drucker eine kontinuierliche Streichbewegung, um Wirkstoffe zu verteilen und Schicht für Schicht Wärme über das Druckbett zu bringen, bis das Teil fertig ist. MJF kann qualitativ hochwertige Teile produzieren bei hohen Geschwindigkeiten.
Dieser Herstellungsprozess erfordert auch keine Stützstrukturen zur Herstellung von Teilen, wodurch komplexe Geometrien wie interne Kanäle oder gemeinsam gedruckte Baugruppen erstellt werden können. MJF-Teile haben mechanische Eigenschaften, die mit Spritzgussteilen vergleichbar sind, aber ohne teure Werkzeuge.
Eine fertigungsgerechte Konstruktion trägt wesentlich dazu bei, eine optimale Teilequalität und -ausbeute sicherzustellen, den Nachbearbeitungsbedarf zu minimieren und die Kosten zu senken. Hier ist eine kurze Checkliste, mit der Ihr Team sicherstellen kann, dass Sie die Best Practices für das MJF-Design befolgen.
1. Ist MJF ein geeigneter Prozess für mein Projekt?
Bevor Sie sich mit Konstruktionsänderungen befassen, ist es wichtig sicherzustellen, dass der MJF-Prozess alle Produktanforderungen erfüllt. Hier sind ein paar Fragen, die Sie sich stellen sollten:
Erfüllt eines der Materialangebote meine Produktanforderungen?
Während MJF viele Stärken hat, hat es eine begrenzte Liste zugelassener Materialien. PA12 und sein Glasperlen-Pendant sind ziemlich vielseitig für starre Kunststoffanwendungen. TPA, ein flexibles Polyamid, kann dort eingesetzt werden, wo ein elastomeres Material benötigt wird. Wenn die verfügbaren Materialien eine bestimmte Anforderung nicht erfüllen, müssen Sie möglicherweise einen anderen Prozess in Betracht ziehen.
Passt mein Teil in das Bauvolumen?
Ein wesentlicher einschränkender Faktor ist das Bauvolumen der Maschine, das beim Jet Fusion 4200 380 x 380 x 284 mm beträgt. In einigen Fällen können große Teile als kleinere Unterkomponenten gedruckt und mit Klebstoff oder mechanischen Verbindungen zusammengesetzt werden. In diesem Fall können Konstruktionsmerkmale wie Schwalbenschwanzverbindungen die Ausrichtung und Haftung erleichtern.
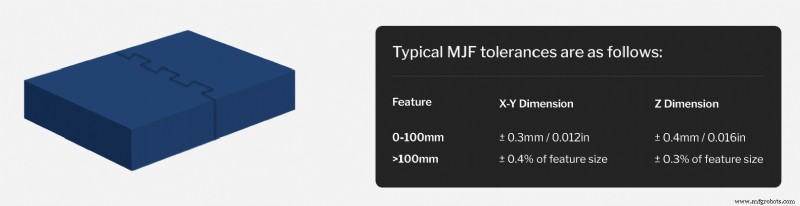
Muss ich enge Toleranzen einhalten?
Während sich die Lücke zwischen additiven und Spritzgusstoleranzen verringert, ist es wichtig sicherzustellen, dass die Toleranzen von MJF im Kontext Ihrer Baugruppe ausreichend sind.
2. Gibt es Bereiche, in denen ich weniger Material verwenden kann?
In den meisten Fällen werden MJF-Defekte durch Wärmegradienten verursacht, die sich während des Baus entwickeln. Kühlt das Material ungleichmäßig ab, kann sich das Teil verziehen oder Einsinkungen bilden. Teile, die lang und dünn sind, abrupte Querschnittsänderungen aufweisen oder dünne gekrümmte Oberflächen haben, sind besonders anfällig für schrumpfbedingte Verwerfungen.
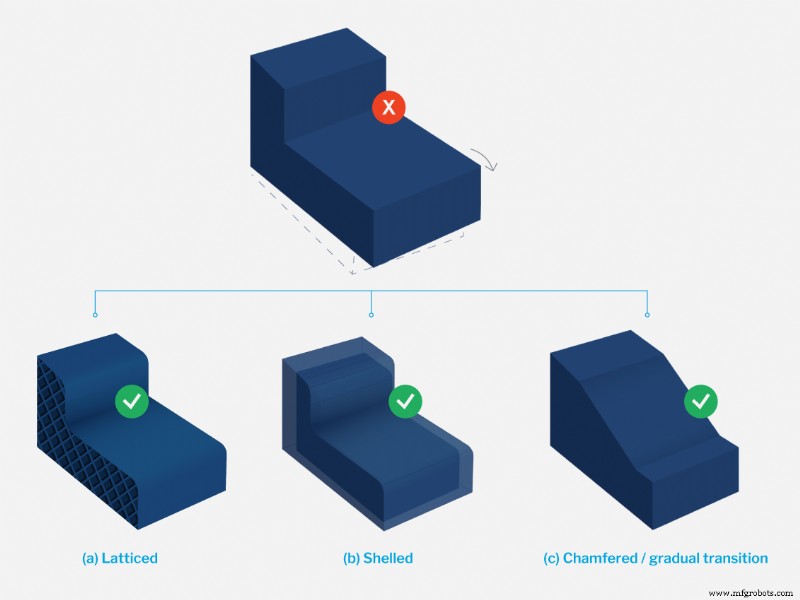
Das Entfernen von Material aus Teilekonstruktionen, wo immer möglich, durch die Verwendung von Taschen, Schalen, Gittern und Topologieoptimierung ist der Schlüssel zur Minderung und Vermeidung dieser Fehler. Das Vermeiden großer Querschnittsänderungen ist eine weitere Möglichkeit, die Verwerfung zu begrenzen. Stellen Sie sicher, dass Fasen und Verrundungen an den erforderlichen Stellen im gesamten Teildesign integriert werden, um die Übergänge zwischen verschiedenen Merkmalen allmählicher zu gestalten.
3. Liegen meine Features über der Mindestgröße?
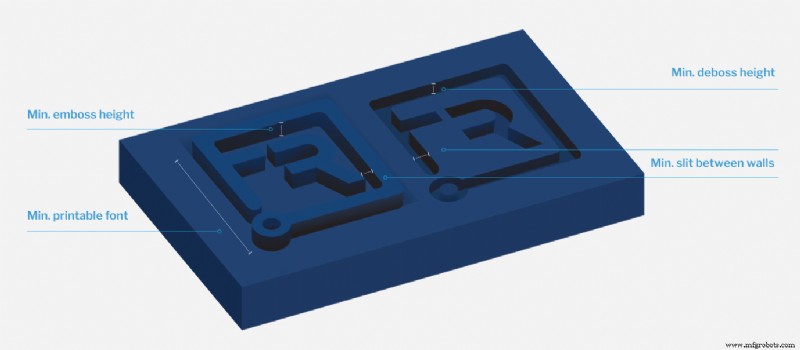
Im Allgemeinen sollte die Wandstärke von MJF-gedruckten Teilen mindestens 1,5 mm betragen. Kleine Designmerkmale sollten ebenfalls nicht kleiner als 1,5 mm sein, obwohl einige Merkmale wie Schlitze, Prägungen, Gravuren oder die Durchmesser von Löchern und Wellen bis zu 0,5 mm klein sein können. Für geprägten oder geprägten Text sollte die Schriftart nicht kleiner als 6 pt (ca. 2 mm) und mindestens 0,3 mm tief sein.
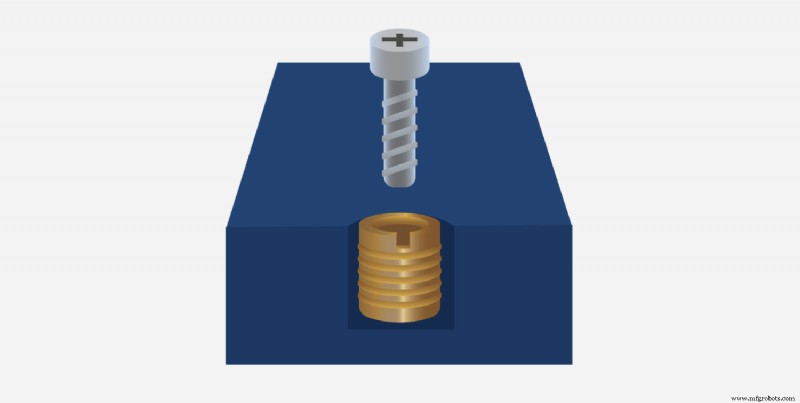
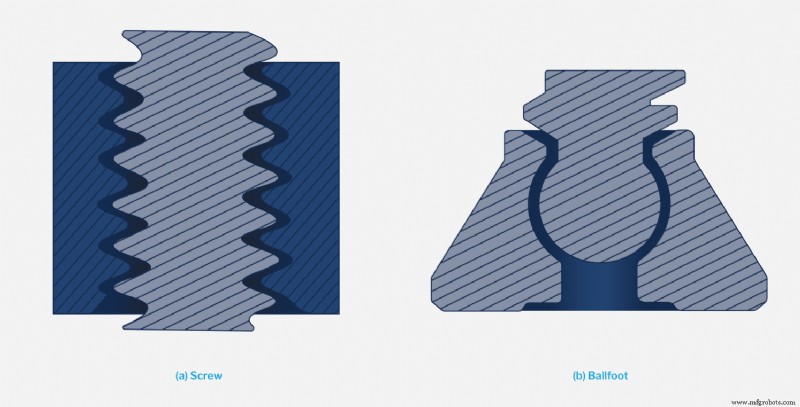
Wenn ein Teil Schraubengewinde enthält, sollten sie M6 oder größer sein. Wenn kleinere, präzisere oder haltbarere Gewinde benötigt werden, sollten Sie die Verwendung von Gewindeeinsätzen in Betracht ziehen. Über die Auflösung von Merkmalen hinaus sollten Sie auch berücksichtigen, wie kleine, schlanke Merkmale in der Nachbearbeitung möglicherweise abbrechen.
4. Habe ich Montagetoleranzen berücksichtigt?
Trotz der größeren geometrischen Flexibilität, die der MJF-Prozess bietet, kann es bei einigen Anwendungen immer noch erforderlich sein, dass ein Teil aus mehreren Komponenten zusammengesetzt wird. Im Allgemeinen sollten Passflächen 0,4 – 0,6 mm Spiel haben, um sicherzustellen, dass die Komponenten richtig passen.
Wenn Ihr Projekt das Zusammendrucken von Baugruppen umfasst, sollten die zusammen gedruckten Komponenten einen Abstand von mindestens 0,5 mm haben, es kann jedoch mehr erforderlich sein, insbesondere bei dicken Querschnitten oder einer erheblichen Kontaktfläche.
5. Ist mein Teiledesign für die Nachbearbeitung optimiert?
Wenn Ihr Teil nachbearbeitet werden muss, sollten Sie einige Dinge in Ihrem Design überprüfen, um die Sekundäroperationen effektiver zu gestalten.
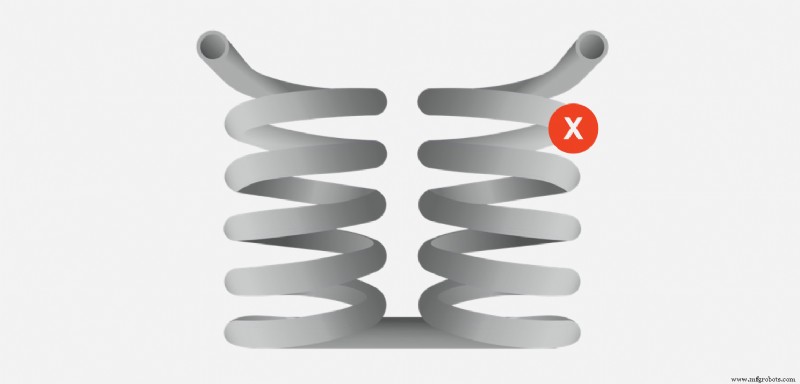
- Stellen Sie sicher, dass das Design keine unbelüfteten oder eingeschlossenen Volumen enthält.
- Vermeiden Sie nach Möglichkeit Sacklöcher – diese sind schwer zu reinigen, was die Kosten schnell in die Höhe treiben kann.
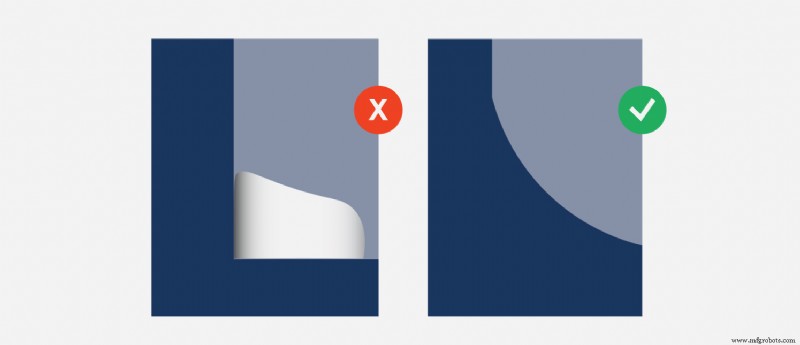
- Fügen Sie Filets an Ecken hinzu, an denen das Pulver zusammenbacken kann und durch normales Trommeln und Perlstrahlen schwer zu entfernen ist.

6. Habe ich jede Gelegenheit genutzt, um die Teilekosten zu senken?
Neben der Verbesserung der Teilequalität können intelligente DFM-Änderungen zu Kosteneinsparungen führen. Das Leichtgewicht Ihres Teils verringert beispielsweise das Fehlerrisiko und senkt die Materialkosten pro Teil. Die andere Hauptüberlegung beim Entwerfen für MJF und Kosten ist die Optimierung der Verschachtelbarkeit in einem Build. Das Hinzufügen von Entwürfen oder das Ändern der Position von gedruckten Baugruppen kann die Anzahl der Teile erhöhen, die pro Build passen, und die Fixkosten auf mehr Teile verteilen, wodurch die Gesamtkosten der Teile gesenkt werden.
Neben der Optimierung der Konstruktionen im Hinblick auf die Herstellbarkeit sind weitere zu berücksichtigende Faktoren das Aussehen Ihres Teils, die Oberflächenbeschaffenheit sowie die einfache Lagerung und der Transport. MJF-Teile sind von Natur aus grau, können aber leicht schwarz eingefärbt werden. Wenn das Lackieren, Grundieren oder andere Prozesse für die Funktion des Teils nicht wesentlich sind, kann darauf verzichtet werden, um die Kosten zu senken. Die meisten MJF-gedruckten Teile haben eine RA-Oberfläche von 125–250 Mikrozoll – wenn eine glattere Oberfläche benötigt wird, kann das Teil einer Vielzahl von Oberflächenbehandlungen unterzogen werden, einschließlich Schleifen, Trommeln oder Dampfglätten. Texturierung kann eine effektive Designtechnik sein, um die Ästhetik von Teilen ohne zusätzliche Nachbearbeitung zu verbessern.
Erste Schritte mit einem DFM-Experten
Die Einhaltung der DFM-Prinzipien ist aus mehreren Gründen der Schlüssel zum Erfolg von Fertigungsprozessen. Es trägt dazu bei, Ihre Betriebskosten so gering wie möglich zu halten, ermöglicht es Ihnen, Konstruktionsprobleme frühzeitig zu erkennen und zu beheben, und verbessert die Gesamtqualität Ihrer Teile. Diese Checkliste ist eine wertvolle Ressource, um sicherzustellen, dass Ihre MJF-Teile optimiert und verfeinert werden, bevor die Produktion beginnt.
Der zusätzliche Vorteil einer Partnerschaft mit Fast Radius besteht darin, dass Ihr Team Zugang zu den neuesten digitalen Designtechnologien und Expertenratschlägen erhält. Unser Team steht bereit, um jedes Projekt vom Design und Prototyp bis zur Erfüllung zu begleiten und sicherzustellen, dass Sie qualitativ hochwertige Teile pünktlich und zum richtigen Preis erhalten.
Kontaktieren Sie uns noch heute, um mehr zu erfahren und loszulegen.
Weitere Informationen zu MJF und unseren additiven Fertigungsmöglichkeiten finden Sie im Fast Radius Learning Center.
Laden Sie die Designrichtlinien für HP Multi Jet Fusion herunter.
Sind Sie bereit, Ihre Teile mit Fast Radius herzustellen?
Starten Sie Ihr AngebotIndustrietechnik
- Ein Leitfaden zum 3D-Druck mit HPs Multi Jet Fusion
- HP Jet Fusion 380 Farbe
- HP Jet Fusion 580 Farbe
- HP Jet Fusion 4200
- HP Jet Fusion 3200
- Design for Manufacturability-Richtlinien – Teil 2
- Schleifstrahlbearbeitung – Teile, Arbeitsprinzip, Anwendung
- Richtlinien für das HF- und Mikrowellendesign
- Was ist Multi-Jet-Fusion (MJF)? Erklärt von Hubs
- Designrichtlinien für HP MJF 3D-Druck