


23 Einheit 6:Haas-Steuerung
ZIEL
Nach Abschluss dieser Einheit sollten Sie in der Lage sein:
- Identifizieren Sie die Haas-Steuerung.
- Identifizieren Sie die Tastatur.
- Beschreiben Sie das Start-/Home-Machine-Verfahren.
- Beschreiben Sie das Türaufhebungsverfahren.
- Beschreiben Sie das Verfahren zum Laden von Werkzeugen.
- Beschreiben Sie den Werkzeuglängenversatz (TLO) für jedes Werkzeug.
- Überprüfen Sie den Nullpunktversatz (XY) des Teils mit MDI.
- Beschreiben Sie den Offset des Einstellwerkzeugs.
- Überprüfen Sie den Werkzeuglängenversatz mit MDI.
- Beschreiben Sie das Verfahren zum Laden des CNC-Programms.
- Beschreiben Sie das Verfahren zum Speichern des CNC-Programms.
- Erklären Sie, wie das CNC-Programm ausgeführt wird.
- Beschreiben Sie die Verwendung der Fräserdurchmesserkompensation.
- Beschreiben Sie das Programm zum Herunterfahren.
Haas-Kontrolle
Die Haas-Steuerung ist in den Abbildungen 18 und 19 dargestellt. Machen Sie sich mit der Position der Tasten und Bedienelemente vertraut. Detaillierte Anleitungen auf den folgenden Seiten zeigen die Bedienung der Steuerung.

Abbildung 1. Haas-CNC-Mühlensteuerung Haas-Tastatur
Tastatur
Tastaturtasten sind in diese Funktionsbereiche gruppiert:
1. Funktionstasten
2. Cursortasten
3. Anzeigetasten
4. Modustasten
5. Zifferntasten
6. Alpha-Tasten
7. Jog-Tasten
8. Überschreibt Schlüssel
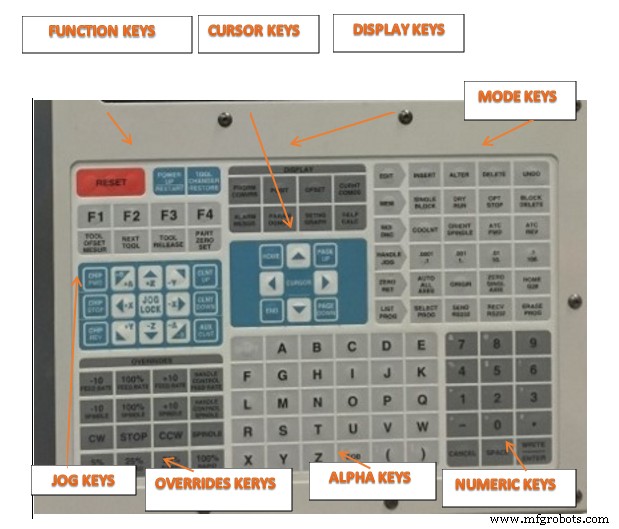
Abbildung 2. Haas-CNC-Steuerungsschaltflächen/Tastaturtasten
Computer starten/starten
Checkliste:
1. Arbeitsbereich:Stellen Sie sicher, dass der Arbeitsbereich frei ist
2. Hauptschalter:Einschalten
3. Luftversorgung:Schalten Sie die Luft ein, um den Druck zu korrigieren (mindestens 70 PSI für den Betrieb des Werkzeugwechslers)
4. EINSCHALTEN:Drücken Sie die grüne Taste
5. Stellen Sie sicher, dass der Notstopp nicht ausgelöst wurde. Wenn dies der Fall ist, drehen Sie den roten Knopf nach rechts, um ihn freizugeben.
6. Warten Sie, bis die Meldung 102 SERVOS OFF erscheint, bevor Sie fortfahren.
7. ZURÜCKSETZEN
8. Neustart beim Einschalten
9. Stellen Sie sicher, dass die Türen geschlossen und der Arbeitsbereich frei ist.
10. Lassen Sie alle Maschinenachsen ruhen, bevor Sie fortfahren
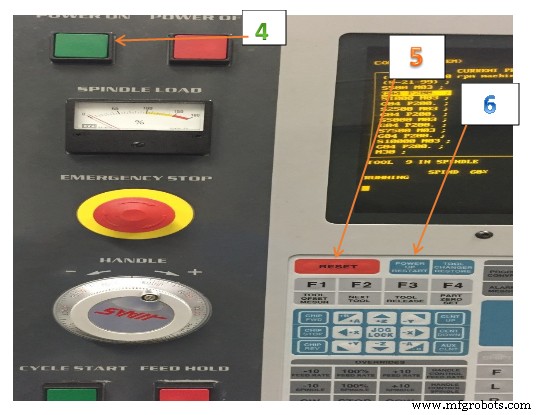
Abbildung 3. Computer starten/starten
Türüberbrückung
1. Speicher:Wählen Sie und drücken Sie Speicher.
2. Einstellungsgrafik:Wählen Sie und drücken Sie Einstellungsgrafik
3. Geben Sie 51
ein4. Cursor:Zum Ausschalten Pfeiltaste nach unten und dann Pfeiltaste nach rechts drücken
5. Schreiben/Eingeben:Wählen Sie und drücken Sie Schreiben/Eingabe
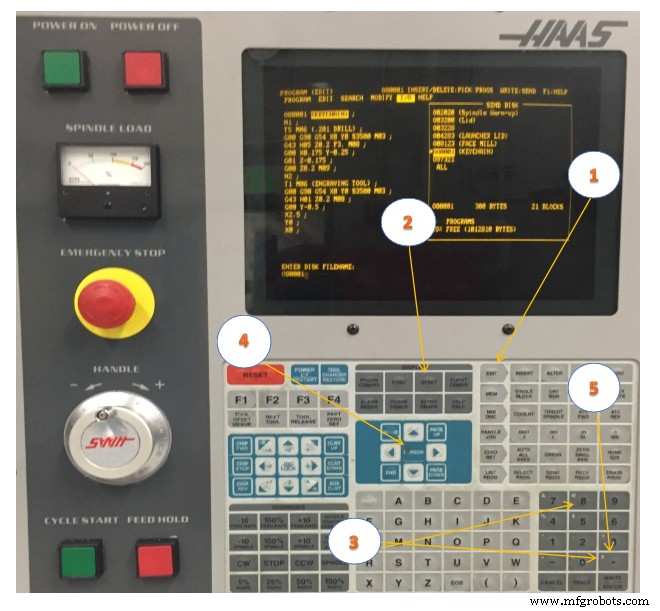
Abbildung 4. Türüberbrückung
Werkzeuge laden
Checkliste:
1. MDI/DNC-Taste:Drücken Sie die MDI/DNC-Taste.
2. Werkzeugnummer:
- Zum Beispiel, um den Werkzeugwechsler auf T1 zu positionieren,
- Drücken Sie die T- und dann die 1-Taste.
3. ATC FWD:Drücken Sie die Taste ATC FWD.
- Werkzeugkarussell indexiert auf T1-Position.
4. Werkzeug in Spindel positionieren
- Nicht an Werkzeugschneiden greifen!
- Stellen Sie sicher, dass der Werkzeugkegel sauber ist.
- Werkzeughalter unter dem V-Flansch fassen, um ein Einklemmen zu vermeiden.
- Werkzeug in die Spindel schieben.
- Stellen Sie sicher, dass die „Mitnehmer“ an der Spindel mit den Schlitzen am Werkzeughalter ausgerichtet sind.
5. Werkzeugfreigabe:Drücken Sie die Werkzeugfreigabetaste
- Die Maschine bläst Luft durch die Spindel, um Schmutz zu entfernen.
- Drücken Sie das Werkzeug vorsichtig nach oben und lassen Sie dann die Werkzeugfreigabetaste los.
- Stellen Sie sicher, dass das Werkzeug sicher von der Spindel gehalten wird, bevor Sie es loslassen.
6. Wiederholen Sie die Schritte 2-5, bis alle Werkzeuge geladen sind.
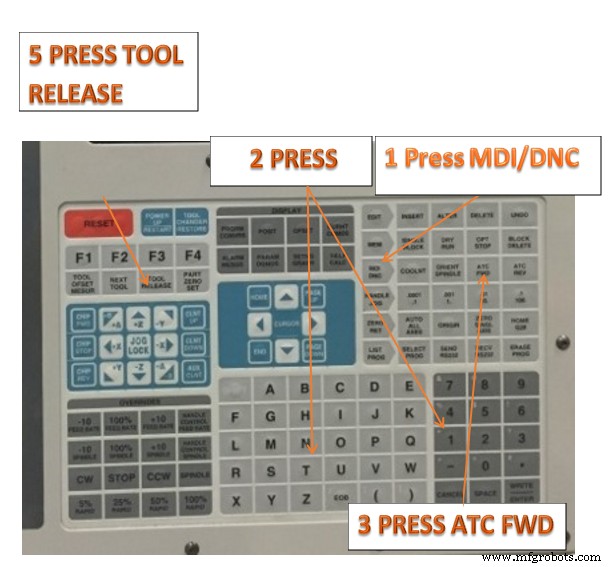
Abbildung 5. Werkzeuge laden
Offsets einstellen
Um ein Teil genau zu bearbeiten, muss die Mühle wissen, wo sich das Teil auf dem Tisch befindet
und der Abstand von der Spitze der Werkzeuge zur Oberseite des Teils (Werkzeugversatz von der Ausgangsposition
Position).
So geben Sie Offsets manuell ein:
1. Wählen Sie eine der Versatzseiten.
2. Bewegen Sie den Cursor in die gewünschte Spalte.
3. Geben Sie den Offset-Wert ein, den Sie verwenden möchten.
4. Drücken Sie (ENTER) oder (F1). Der Wert wird in die Spalte eingetragen.
5. Geben Sie einen positiven oder negativen Wert ein und drücken Sie (ENTER), um den eingegebenen Betrag zur Zahl in der ausgewählten Spalte zu addieren; Drücken Sie (F1), um die Zahl in der Spalte zu ersetzen.
Jog-Modus
Im Jog-Modus können Sie die Maschinenachsen an eine gewünschte Stelle verfahren. Bevor Sie eine Achse bewegen können,
die Maschine muss ihre Grundstellung herstellen. Die Steuerung macht dies beim Einschalten der Maschine.
Um in den Jog-Modus zu wechseln:
1. Drücken Sie (HANDLE JOG).
2. Drücken Sie die gewünschte Achse (+X, -X, +Y, -Y, +Z, -Z).
3. Es gibt verschiedene Inkrementgeschwindigkeiten, die im Jog-Modus verwendet werden können; sie sind (.0001), (.001), (.01) und (.1). Jeder Klick auf den Jog-Griff bewegt die Achse um die Distanz, die durch die aktuelle Jog-Rate definiert ist. Sie können auch einen optionalen Remote Jog Handle (RJH) verwenden, um die Achsen schrittweise zu bewegen.
4. Halten Sie die Jog-Tasten am Griff gedrückt oder verwenden Sie die Jog-Griffsteuerung, um die Achse zu bewegen.
Werkzeuglängenversatz (TLO) einstellen
Checkliste:
1. Handle-Jog-Modus:Wählen Sie die Handle-Jog-Schaltfläche.
- Hiermit wird die Maschine so eingestellt, dass sie mit dem Handrad gesteuert wird.
2. Schrittweite:0,01
- Damit wird das Job-Inkrement so eingestellt, dass jeder Klick des Handrads das Werkzeug um 0,01 Zoll in Schrittrichtung bewegt.
3.Jog-Richtung:Drücken Sie die Z-Taste
- Dies stellt das Werkzeug so ein, dass es sich in Z bewegt, wenn der Jog-Griff bewegt wird.
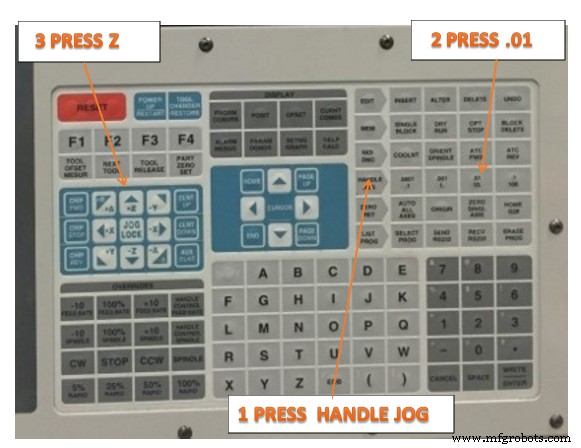
Abbildung 6. TLO
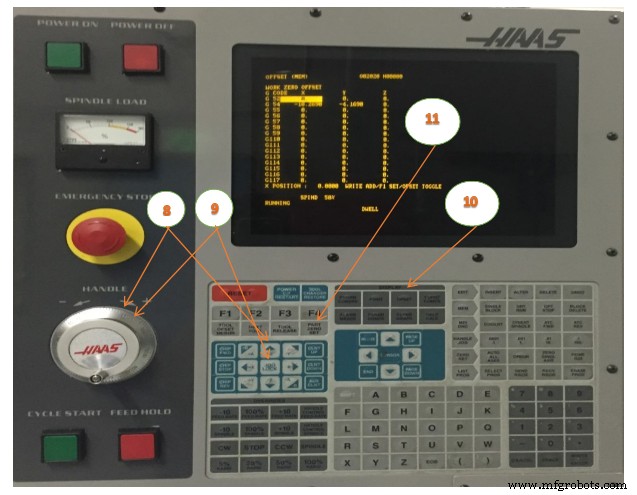
4. Offsets:Wählen und drücken Sie Offset
- Die Seite „Werkzeugversatz“ wird angezeigt.
5. Cursorpfeile:Auf aktives Werkzeug ausrichten
- Verwenden Sie (falls erforderlich) die Aufwärts-Abwärts-Cursortasten, um den hervorgehobenen Balken auf der Grafikanzeige über die Versatzwerte für das derzeit aktive Werkzeug zu bewegen.
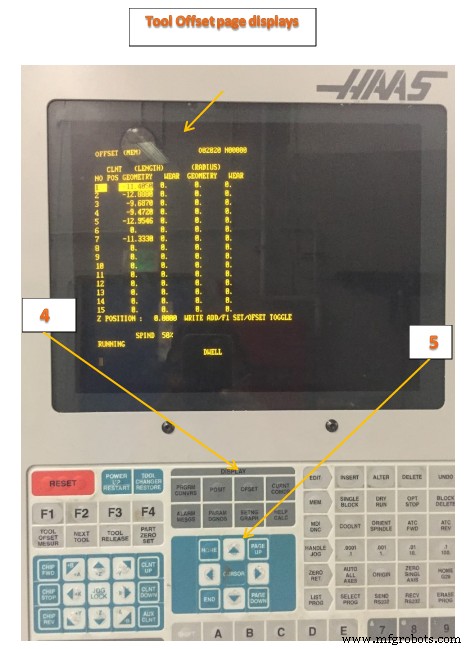
Abbildung 7. Versatz
6. Verwenden Sie den Block 1-2-3, um die Werkzeuglänge einzustellen
- Jog so, dass sich das Werkzeug unter dem oberen Block befindet.
- Wenden Sie leichten Druck an, um gegen das Werkzeug zu blockieren. Verwenden Sie das Jog Wheel, um das Werkzeug anzuheben, bis der Block gerade darunter gleitet.
- Bewegen Sie den Block aus dem Weg und bewegen Sie das Werkzeug dann wieder nach unten 0,01 Zoll unter die Oberkante des Blocks.
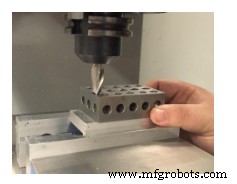
Abbildung 8
7. Schrittweite:.001
- Reduzieren Sie die Schrittweite und verwenden Sie den Schrittgriff, um das Werkzeug in 0,001-Schritten anzuheben, bis es gerade wieder unter den Block gleitet.
8. Werkzeugversatz messen:Werkzeugversatz messen auswählen und drücken
- Dadurch trägt die Steuerung die aktuelle Position des Werkzeugs in das Längenoffset-Register ein.
- Stellen Sie sicher, dass die Werkzeuglängennummer aktualisiert wird, bevor Sie fortfahren.
9. Nächstes Werkzeug:Auswählen und Nächstes Werkzeug drücken
- Dadurch wird das aktuelle Werkzeug eingelagert und das nächste Werkzeug geladen.
- Wiederholen Sie die Schritte 1 bis 9, bis alle Werkzeuge eingestellt sind.
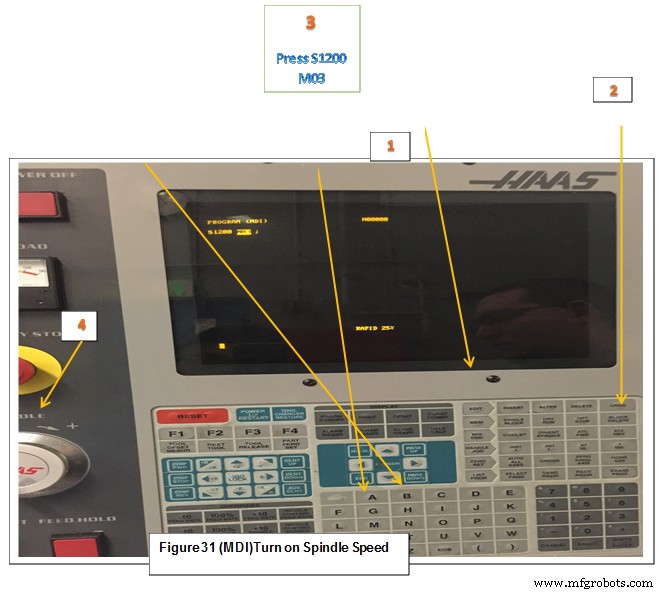
Abbildung 9. Versetzte Anzeigeseite
HINWEIS:
Das Einstellen von Werkzeugen erfordert ein manuelles Bewegen der Maschine mit den Händen im Arbeitsraum der Maschine. Seien Sie äußerst vorsichtig und beachten Sie die folgenden Regeln:
• Die Spindel muss ausgeschaltet sein.
• Greifen Sie niemals zwischen Werkzeug und Werkstück.
• Stellen Sie vor dem Joggen sicher, dass die richtige Achse und das Schrittmaß eingestellt sind.
• Bewegen Sie den Griff langsam und bewusst. Behalten Sie immer Ihre Hände und die Werkzeugposition im Auge.
• Erlauben Sie niemals jemand anderem, die Steuerung zu bedienen, wenn sich Ihre Hand im Arbeitsbereich befindet.
Zugriff auf MDI
Der manuelle Dateneingabemodus (MDI) ist einer der Modi, in denen Ihre CNC-Maschine arbeiten kann. Die Idee ist, G-Codes oder M-Codes in eine Zeile einzugeben, die sofort von der Maschine ausgeführt wird – Sie müssen nicht schreiben ein ganzes G-Code-Programm, wenn ein oder zwei Zeilen ausreichen. MDI bietet viel Leistung bei sehr geringem Lernaufwand. Sie können sogar MDI-Befehle verwenden, um Ihr Teil zu bearbeiten. Mit MDI kann CNC genauso schnell und schmutzig sein wie die manuelle Bearbeitung.
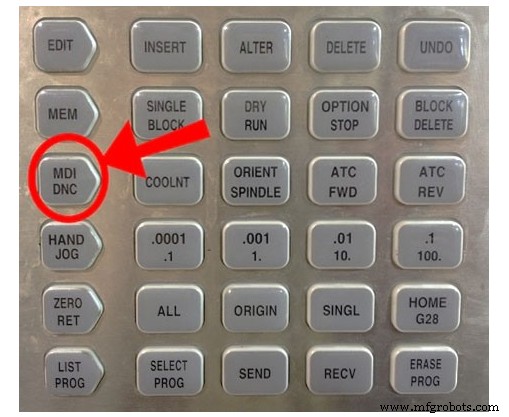
Abbildung 10. MDI
Drücken Sie die MDI-Taste auf Ihrem CNC-Bedienfeld, um in den MDI-Modus zu wechseln.
Zum Beispiel:
Drücken Sie MDI/DNC
Programm löschen:Auswählen und drücken (um alle Befehle zu löschen)
Geben Sie S1200 M03 ein (Spindelgeschwindigkeit 1200 U/min, im Uhrzeigersinn)
Einstellen des Werkstück-Nullpunktversatzes XY (mit Kantensucher)
Checkliste:
1. MDI/DNC-Taste:Wählen und drücken Sie MDI/DNC
2. Programm löschen:Wählen Sie und drücken Sie Programm löschen, um alle Befehle zu löschen
3. Aktivieren Sie die Spindeldrehzahl:S1200
- Press S1200 M03(Input):Select:Write/Enter
4. Zyklusstart:Wählen Sie
- Spindel startet im Uhrzeigersinn mit 1200 U/min
Abbildung 11. Spindeldrehzahl (MDI) einschalten
5. Handle Jog:Wählen Sie Handle Jog und Jog Increment:.01
6. Jog-Griff:Nach Bedarf
- Wählen Sie die Bewegungsrichtung und verwenden Sie den Griff nach Bedarf, um den Kantensuchstift neben der linken Teilkante zu platzieren.

7. Schrittweite:.001
- Bewegen Sie den Kantensucher langsam, bis er wie unten gezeigt gerade aus der Mitte springt.
- Dadurch wird die Mitte der Spindel genau 0,100 von der Teilekante platziert
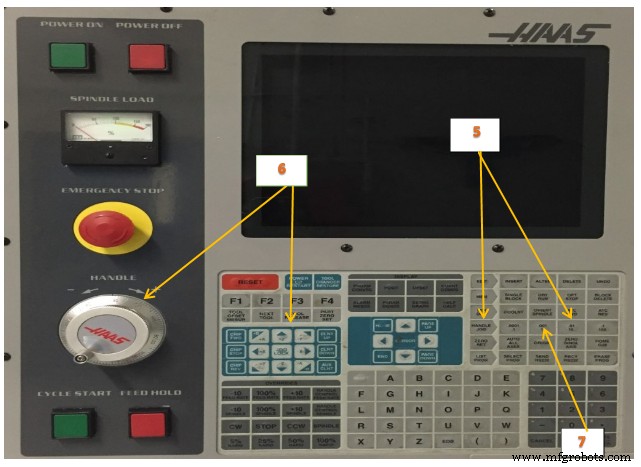

Abbildung 12. Kurz vor dem Stolpern Abbildung 13. Kurz danach stolpern
8. Jog-Griff:Zurückziehen in Z 
• Bewegen Sie sich in Z gerade nach oben, bis sich der Kantentaster über dem Teil befindet und der Jog-Griff Null auf der Skala anzeigt.
9. Jog-Griff:Stellen Sie die Jog-Richtung auf +X und drehen Sie den Griff eine volle Umdrehung im Uhrzeigersinn. 
Da sich die Steuerung im Inkrementmodus 0,001 befindet, wird durch Drehen der Wählscheibe um genau eine volle Umdrehung die Mitte der Spindel direkt über der Kante des linken Teils positioniert.
10. Versatzseite:Auswählen und drücken 
• Wählen Sie die Offset-Taste und die PgUp/PgDn-Tasten, bis die Seite Werkstücknullpunktverschiebung erscheint. Verwenden Sie die Pfeiltasten, um G54 hervorzuheben (oder was auch immer für einen Fixture-Offset eingestellt werden soll).
11. Teil-Nulleinstellung:Drücken Sie Teil-Nulleinstellung
• Dies setzt den G54 X-Wert auf die aktuelle Spindelposition.
12. Spindelstopp:Spindelstopp drücken
13. Zum Einstellen der Y-Achse wiederholen Sie die Schritte 6-11
Verwenden von MDI zum Verifizieren des Werkstück-Nullpunktversatzes
1. MDI/DNC-Taste:Wählen und drücken Sie MDI/DNC
2. Programm löschen:Auswählen und drücken (um alle Befehle zu löschen)
3. Geben Sie G00 G90 G54 X0 Y0
ein4. Einfügen:Auswählen und Einfügen drücken
5. Zyklusstart:Wählen Sie und drücken Sie Zyklusstart
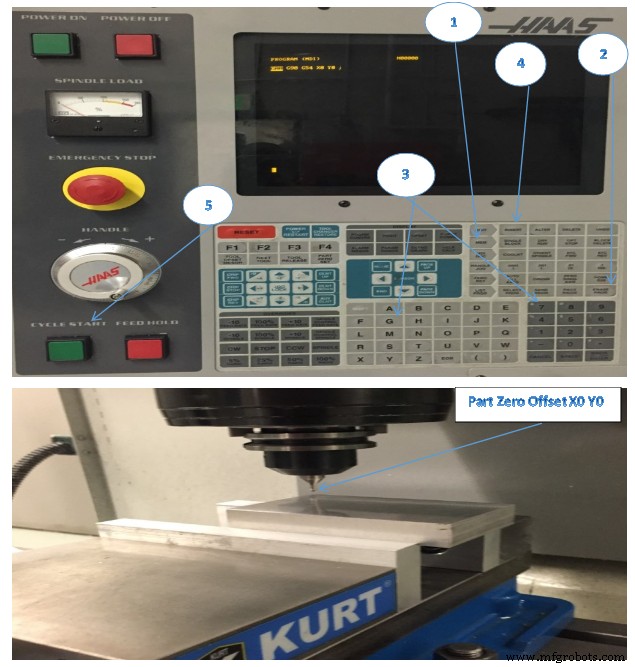
Werkstück-Nullpunktverschiebung X0 Y0 (MDI)
- Um den Bezugspunkt in Bezug auf den Maschinenbediener nach RECHTS zu verschieben, ADDIEREN Sie einen Verschiebungsbetrag zum Offset-X-Wert. Um beispielsweise X+.1 zu verschieben, geben Sie .1 WRITE/ENTER. ein
- Um den Bezugspunkt NÄHER zum Maschinenbediener zu verschieben, SUBTRAHIEREN Sie einen Verschiebungsbetrag vom Offset-Y-Wert. Um beispielsweise Y-.1 zu verschieben, geben Sie -.1 WRITE/ENTER ein
Festlegen des Teilenullpunktversatzes XY (mit mechanischem Zeiger)
Um ein Teil zu bearbeiten, muss die Mühle wissen, wo sich das Teil befindet
Die Tabelle. Sie können einen Kantentaster, eine elektronische Sonde oder viele andere Werkzeuge verwenden und
Methoden zur Erstellung von Teil Null. So stellen Sie den Teilenullpunktversatz mit einem mechanischen Zeiger ein:
1. Material (1) in den Schraubstock einspannen und festziehen.
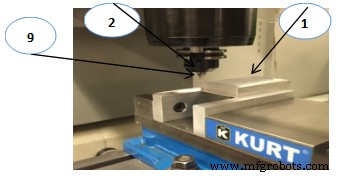
Abbildung 14. Festlegen des Werkstücknullpunktes XY (mit mechanischem Zeiger )
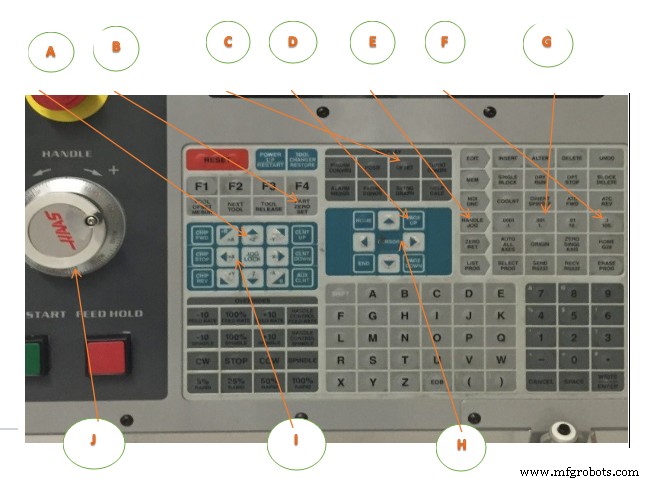
2. Laden Sie ein Zeigerwerkzeug (2) in die Spindel.
3. Drücken Sie (GRIFF JOG) (E).
4. Drücken Sie (.1/100.) (F) (Die Mühle bewegt sich schnell
Geschwindigkeit, wenn der Griff gedreht wird).
5. Drücken Sie (+Z) (A).
6. Bewegen Sie die Z-Achse mit dem Handgriff (J) ungefähr 1″ über dem Teil.
7. Drücken Sie (.001/1.) (G) (Die Mühle bewegt sich langsam, wenn der Griff gedreht wird).
8. Bewegen Sie (J) die Z-Achse ungefähr. 0,2″ über dem Teil.
9. Wählen Sie zwischen der X- und Y-Achse (I) und bewegen Sie das Werkzeug (J) in die linke obere Ecke
des Teils (siehe Abbildung 36 oben (9).
10. Drücken Sie (OFFSET) (C), bis der Bereich Active Work Offset aktiv ist.
11. Cursor (H) auf Spalte G54 X-Achse.
12. Drücken Sie [PART ZERO SET] (B), um den Wert in die Spalte der X-Achse zu laden. Die zweite
Drücken von [PART ZERO SET] (B) lädt den Wert in die Spalte der Y-Achse.
Werkzeugversatz einstellen
Der nächste Schritt besteht darin, die Werkzeuge zu berühren. Dies definiert den Abstand von der Spitze des Werkzeugs zu
die Oberseite des Teils. Ein anderer Name dafür ist Werkzeuglängenversatz, der als H in bezeichnet wird
eine Zeile Maschinencode. Der Abstand für jedes Werkzeug wird in die Werkzeugversatztabelle eingetragen.
Werkzeugversatz einstellen. Wenn sich die Z-Achse in ihrer Ausgangsposition befindet, wird der Werkzeuglängenversatz gemessen
von der Spitze des Werkzeugs (1) bis zur Oberseite des Teils (2). Siehe Abbildung 15.
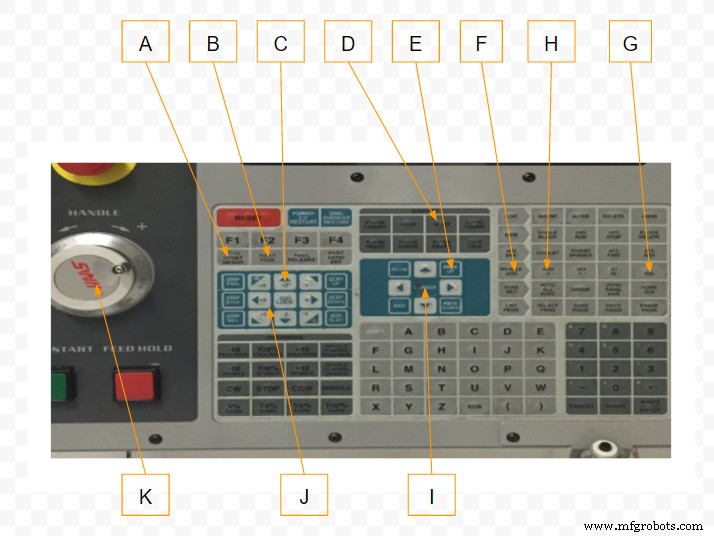
1. Laden Sie das Werkzeug in die Spindel (1).
2. Drücken Sie (HANDLE JOG) (F).
3. Drücken Sie (.1/100.)(G) (Die Mühle bewegt sich schnell, wenn der Griff gedreht wird).
4. Wählen Sie zwischen der X- und Y-Achse (J) und bewegen Sie das Werkzeug (K) nahe der Mitte des Teils.
5. Drücken Sie (+Z) (C).
6. Bewegen Sie die Z-Achse ungefähr 1″ über dem Teil (K).
7. Drücken Sie (.0001/.1) (H) (Die Mühle bewegt sich langsam, wenn der Griff gedreht wird).
8. Legen Sie ein Blatt Papier zwischen Werkzeug und Werkstück. Bewegen Sie das Werkzeug vorsichtig
bis zur Oberseite des Teils, so nah wie möglich, und immer noch in der Lage sein, das Papier zu bewegen.
9. Drücken Sie (OFFSET) (D).
10. Drücken Sie (BILD-AUF) (E), bis das Fenster „Werkzeugversätze programmieren“ angezeigt wird. Scrollen Sie zu Werkzeug Nr. 1.
11. Cursor (I]) auf Geometrie für Position Nr. 1.
12. Drücken Sie [WERKZEUGVERSATZMESSUNG] (A).
Der nächste Schritt bewirkt, dass sich die Spindel schnell in der Z-Achse bewegt.
13. Drücken Sie (NÄCHSTES WERKZEUG) (B).
14. Wiederholen Sie den Versatzvorgang für jedes Werkzeug.
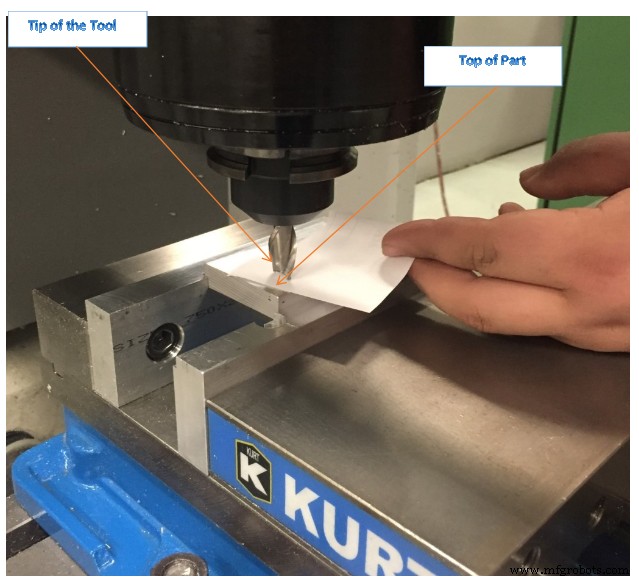
Abbildung 15. Einstellen des Werkzeugversatzes (Blatt Papier)
Verwenden von MDI zum Überprüfen des Werkzeuglängenversatzes
1. MDI/DNC-Taste:Wählen und drücken Sie MDI/DNC
2. Programm löschen:Auswählen und drücken (um alle Befehle zu löschen)
3. Geben Sie G00 G90 G43 H01 Z2.00
ein4. Einfügen:Auswählen und Einfügen drücken
5. Zyklusstart:Wählen Sie und drücken Sie Zyklusstart
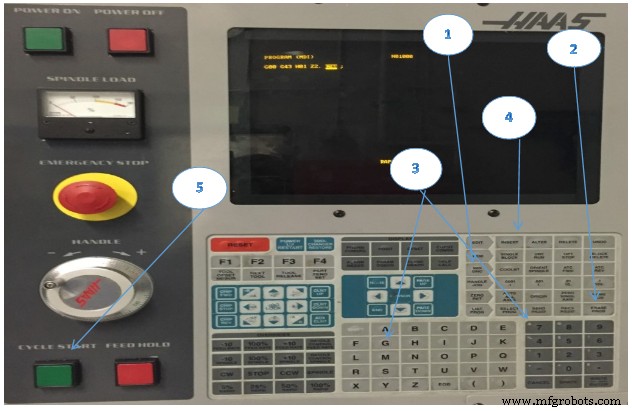
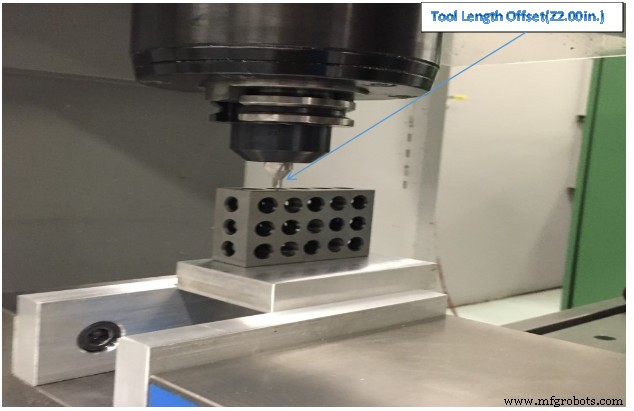
Abbildung 16. Werkzeuglängenversatz (2,00 Zoll über Teil Verwendung des 1 2 3-Blocks zur Überprüfung)
CNC-Programm laden
1. Bearbeiten:Wählen Sie und drücken Sie Bearbeiten
2. F1:Auswählen und F1
drücken3. Cursor:Drücken Sie die linke Pfeiltaste zu I/O und dann die DN-Pfeiltaste, um den Markierungsbalken zu Disk Directory zu bewegen.
4. Schreiben/Eingeben:Wählen Sie und drücken Sie Schreiben/Eingabe
5. Cursor (Festplattenverzeichnis):Drücken Sie die Pfeiltaste DN, um das Programm zu laden.
6. Schreiben/Eingeben:Wählen Sie und drücken Sie Schreiben/Eingabe
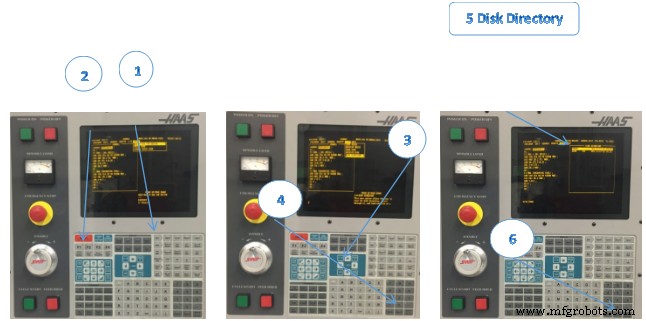
Abbildung 17. CNC-Programm laden
CNC-Programm speichern
1. Bearbeiten:Wählen Sie und drücken Sie Bearbeiten
2. F1:Auswählen und F1
drücken3. Cursor:Drücken Sie die linke Pfeiltaste zu I/O und dann die DN-Pfeiltaste, um den Markierungsbalken zu Send Disk zu bewegen.
4. Schreiben/Eingeben:Wählen Sie und drücken Sie Schreiben/Eingabe
5. Geben Sie den Dateinamen der Festplatte ein:O80001
6. Schreiben/Eingeben
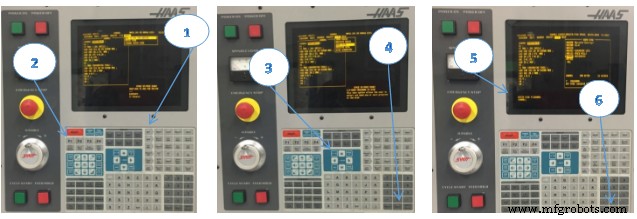 Abbildung 18. CNC-Programm speichern
Abbildung 18. CNC-Programm speichern
CNC-Programm ausführen
Dies ist der bevorzugte Prozess zum Ausführen eines neuen Programms. Sobald sich ein Programm bewährt hat, können alle Vorschubraten auf 100 % eingestellt und der Einzelblockmodus deaktiviert werden.
Trockenlaufbetrieb
Die Maschine führt alle Bewegungen exakt wie programmiert aus. Verwenden Sie kein Werkstück in der Maschine, während der Trockenlauf läuft. Die Trockenlauffunktion wird verwendet, um ein Programm schnell zu überprüfen, ohne tatsächlich Teile zu schneiden.
So wählen Sie Probelauf aus:
1. Drücken Sie im MEM- oder MDI-Modus (DRY RUN).
Im Trockenlauf werden alle Stromschnellen und Vorschübe mit der Geschwindigkeit gefahren, die mit den Jog-Geschwindigkeitstasten ausgewählt wurde.
2. Trockenlauf kann nur ein- oder ausgeschaltet werden, wenn ein Programm beendet ist oder [RESET] ist
gedrückt. Trockenlauf führt alle befohlenen X-Y-Z-Bewegungen und das angeforderte Werkzeug aus
Änderungen. Mit den Override-Tasten können die Spindeldrehzahlen angepasst werden.
Checkliste :
1. Vorstart
- Stellen Sie sicher, dass der Schraubstock oder die Vorrichtung sicher ist und dass Sie eine sichere Einrichtung haben.
- Es sollte keine Möglichkeit geben, dass die Werkstückhalterung nicht wie erforderlich funktioniert.
- Schraubstockgriffe entfernen.
- Säubern Sie den Arbeitsbereich von Werkzeugen oder anderen Objekten.
- Maschinentüren schließen.
- Einzelblockmodus einschalten.
- Drücken Sie die Eilgang-10-Taste achtmal, um den Eilgang auf 20 % des Maximums zu überschreiben.
2. Starten
- Legen Sie eine Hand auf die Feed Hold-Taste und halten Sie sie bereit, falls es Probleme gibt.
- Zyklusstarttaste drücken.
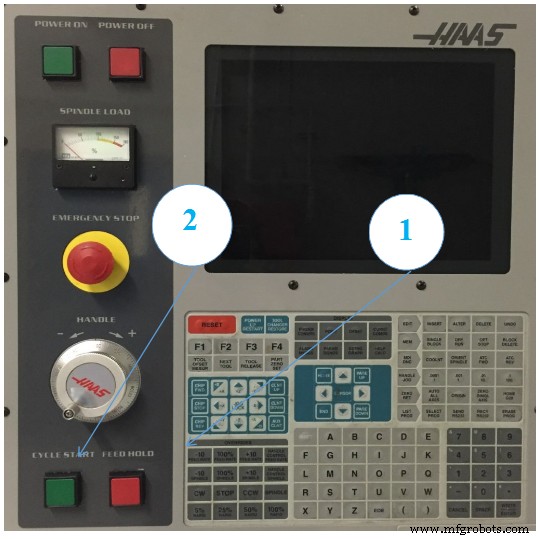
Abbildung 19. CNC-Programm ausführen
Ein häufiger Fehler ist das falsche Einstellen des Fixture- oder Tool-Length-Offsets. Wenn Sie ein Programm zum ersten Mal ausführen, stellen Sie die Maschine auf den Einzelsatzmodus ein. Eilgang auf 25 % reduzieren und vorsichtig vorgehen. Sobald das Werkzeug schneidet, schalten Sie den Einzelsatzmodus aus und lassen Sie das Programm laufen. Lassen Sie die Maschine nicht unbeaufsichtigt und lassen Sie eine Hand auf der Vorschubhaltetaste. Hören Sie zu, beobachten Sie die Spanbildung und seien Sie bereit, die Schnittvorschübe an die passenden Schnittbedingungen anzupassen.
CDC-Offsets anpassen
Bearbeitungsoperationen, die die Fräserdurchmesserkompensation (CDC:G41/G42) verwenden, können angepasst werden, um Werkzeugverschleiß und Durchbiegung zu berücksichtigen. Messen Sie über ein fertiges Merkmal am Teil und vergleichen Sie es mit dem gewünschten Wert. Subtrahieren Sie die Ist- von den Zielgrößen und geben Sie die Differenz in das CDC-Register auf der Steuerung für dieses Werkzeug ein. Zum Beispiel:
(Zielelementgröße:2,5000) – (Tatsächliche Elementgröße:2,5150) = Verschleißwert: -0,0150
Der Werkzeugweg wird nun für den Größenunterschied kompensiert. Das erneute Ausführen des gleichen Vorgangs sollte dazu führen, dass das Feature genau die Zielgröße hat
Die Verschleißkompensation wird nur bei Konturdurchgängen verwendet. Es wird nicht für Stirnfräsen, 3D-Fräsen oder Bohrzyklen verwendet. Wählen Sie in Ihrer CAD/CAM-Software die Option „Verschleißkompensation“ und stellen Sie bei Bedarf einen Werkzeugdurchmesser-Verschleißwert wie oben gezeigt ein. Bei Verwendung ist der Verschleißwert immer eine negative Zahl. Setzen Sie die Werkzeugdurchmesser-Geometrie für alle Werkzeuge immer auf Null, da die CAD/CAM-Software den Werkzeugdurchmesser bereits berücksichtigt, indem sie den Pfad der Werkzeugmittellinie programmiert.
Checkliste:
1. Versatzseite:Wählen Sie und drücken Sie Versatz
2. Durchmesser-Offset anpassen:Wert auswählen und eingeben
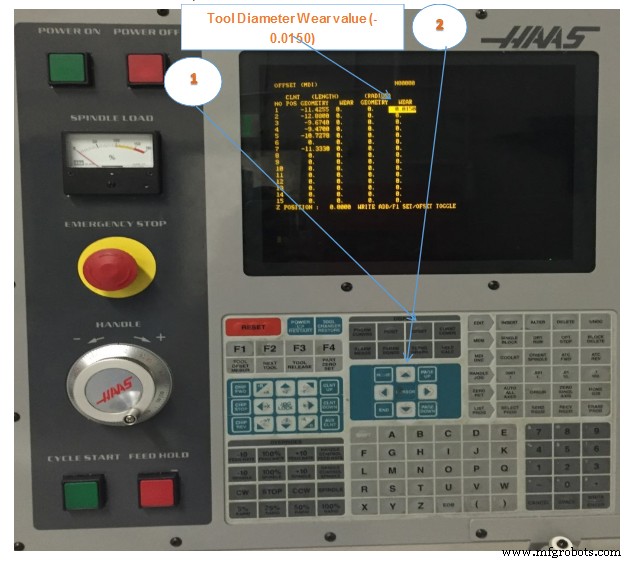
- Bild auf/ab, um das einzustellende Werkzeug hervorzuheben.
- Geben Sie einen Wert über die Zifferntasten ein.
- Beispiel für Verschleißwert des Werkzeugdurchmessers wie oben gezeigt:-0,0150
- Auswählen und Schreiben/Eingabe drücken
Abbildung 20. Anpassen der CDC-Offsets
CNC-Maschine herunterfahren
Checkliste:
1.Werkzeug von der Spindel entfernen:
- Geben Sie die Nummer eines leeren Werkzeugkarussells ein.
- Wählen Sie ATC FWD
2. Bewegen Sie die Maschine in den sicheren Bereich:
• Wählen Sie Joggen
3. Abschalttaste:Drücken Sie AUSSCHALTEN
Checkliste zum Posten des Herunterfahrens:
• Wischen Sie die Spindel mit einem weichen, sauberen Lappen ab, um Kühlmittel zu entfernen und Rostbildung zu vermeiden.
• Werkzeuge wegräumen.
• Arbeitsbereich aufräumen.
• Lassen Sie die Maschine, Werkzeuge und Ausrüstung immer in demselben oder einem besseren Zustand, als Sie sie vorgefunden haben.
Es ist wichtig, die Maschine nach jedem Gebrauch zu reinigen, um Korrosion zu vermeiden, eine sichere Arbeitsumgebung zu fördern und als professionelle Höflichkeit anderen gegenüber. Planen Sie am Ende jeder Klasse mindestens 15-30 Minuten für die Reinigung ein. Entfernen Sie zumindest alle unbenutzten Werkzeuge und Werkzeuge, spülen Sie die Maschine mit Kühlmittel ab, entfernen Sie stehendes Kühlmittel vom Tisch und lassen Sie den Späneförderer laufen.
EINHEITENTEST
1. Bitte listen Sie acht Funktionsbereiche der HAAS-Tastatur auf.
2. Beschreiben Sie, wie die Tür außer Kraft gesetzt wird.
3. Erklären Sie, wie Tools geladen werden.
4. Beschreiben Sie MDI und geben Sie ein Beispiel.
5. Erklären Sie, wie Sie den Teilenullpunktversatz einstellen.
6. Bitte beschreiben Sie die Verwendung von MDI zur Überprüfung des Teilenullpunktversatzes.
7. Erklären Sie, wie Sie den Werkzeuglängenversatz einstellen
8. Bitte beschreiben Sie die Verwendung von MDI zur Überprüfung des Werkzeuglängenversatzes.
9. Beschreiben Sie, wie das CNC-Programm gespeichert wird.
10. Erklären Sie bitte das Verfahren zum Herunterfahren.
Industrietechnik
- Steuerkreise
- Was ist eine Steuereinheit:Komponenten und ihr Design
- MicroMax:robuste Schnittstelleneinheit für Relaissysteme
- Einführung des SIEMENS 808D-Steuerungssystems für CNC-Router
- DATRON next© Control verändert die CNC-Branche
- Wie sollte das ideale Werkzeug zur Produktionssteuerung aussehen?
- 12 Kapitel 3:Bohrmaschine
- Automatischer Werkzeugvoreinsteller auf Haas CNC-Drehzentrum
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Löschen aller Offsets mit G10 G-Code auf Haas-Werkzeugmaschinen