


Oberflächenbeschaffenheit - Oberflächenrauheit - Symbole, Diagramme, Beschriftungen
Was ist ein Oberflächenfinish?
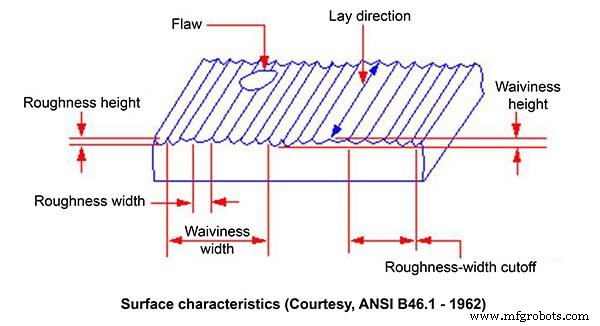
Die Oberflächenbeschaffenheit misst die Gesamttextur einer Oberfläche, definiert durch die Oberflächenlage, Oberflächenrauheit und Welligkeit. Die Oberflächenbeschaffenheit wird im Allgemeinen als Oberflächenstruktur bezeichnet wenn es alle drei Merkmale enthält, um Missverständnisse zu vermeiden, da Maschinisten die Oberflächenrauheit häufig als Oberflächengüte bezeichnen.
Diese Grafik veranschaulicht, wie man sich den Zusammenhang zwischen Welligkeit, Lage und Rauheit vorstellt:
Messung der Oberflächenrauheit
Die R-, W- und P-Profile sind drei Hauptkategorien von Oberflächentextureigenschaften, die in Verbindung mit dem vollständigen Symbol standardisiert wurden. Die R-Profilreihe befasst sich mit Rauheitsparametern. Die W-Profilreihe befasst sich mit Welligkeitsparametern. Die P-Profilserie befasst sich mit strukturellen Parametern. Der Ra-Wert wird weltweit am häufigsten verwendet.
Oberflächenrauheit vs. Herstellungsverfahren
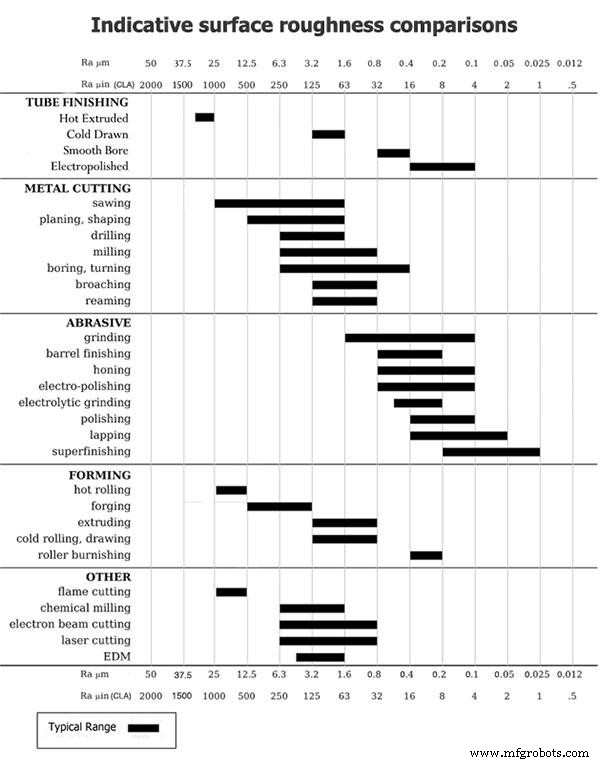
Die Oberflächenbeschaffenheit unterscheidet sich stark je nach Herstellungsverfahren, mit dem sie hergestellt werden. Eine brenngeschnittene Blechkante hat beispielsweise eine deutlich andere Oberflächenqualität als eine geschliffene Oberfläche. Daher ist der erste Schritt bei der Bestimmung, wie ein Produkt hergestellt werden soll, das eine bestimmte Oberflächenbeschaffenheit erfordert, die Auswahl eines Verfahrens, mit dem die erforderliche Oberflächenbeschaffenheit hergestellt werden kann. Möglicherweise muss mehr als ein Prozess geschichtet werden, um das gewünschte Ergebnis möglichst kostengünstig zu erzielen.
Hier ist eine Tabelle mit einem Diagramm, das die relative Oberflächenrauheit verschiedener Produktionsprozesse zeigt:
Richtlinien für die Oberflächenbeschaffenheit beim Spritzgießen
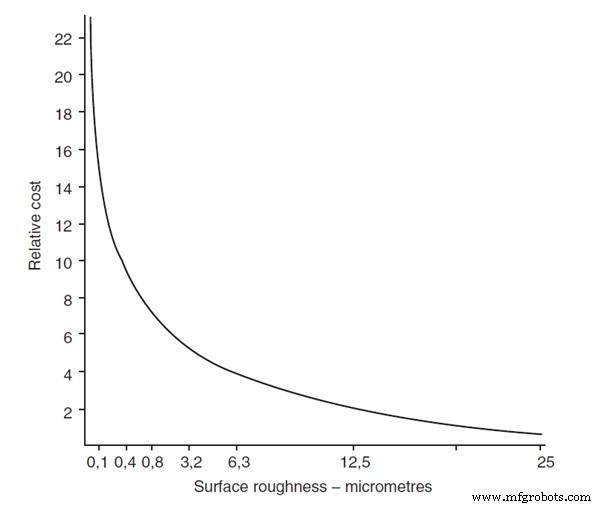
Oberflächenrauheit vs. Herstellungskosten
Das folgende Diagramm zeigt den ungefähren Zusammenhang zwischen der Oberflächenrauheit und den Kosten für die Erzielung einer solchen Oberflächenbehandlung.
Standards und Äquivalente für die Oberflächenrauheit
- ANSI B46.1
- BS EN ISO 1302:2002
| R a -μm – | 0,025 | 0,05 | 0,1 | 0,2 | 0,4 | 0,8 | 1.6 | 3.2 | 6.3 | 12,5 | 25 | 50 |
| R a – μinch | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| N-Klasse | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- ISO 1302:1992 standarddefinierte N-Klassennummern werden nicht verwendet, da sie durch BS EN ISO 1302:2002 ersetzt werden
Referenzen
Simmons, C. H., Phelps, N., &Maguire, D. E. (2012). Manual of Engineering Drawing:Technische Produktspezifikation und Dokumentation nach britischen und internationalen Standards . Burlington:Butterworth Heinemann.
Herstellungsprozess
- Was ist Oberflächenrauheit? - Einheit, Diagramm, Messung
- Was ist Oberflächenbeschaffenheit? - Einheiten, Symbole und Diagramm
- Wie kann man die Oberflächenbeschaffenheit von Aluminium-Sandguss verbessern?
- Von Anfang bis Ende:Die Grundlagen der Oberflächenmessung
- Auswahl der richtigen Oberflächenrauheit für die CNC-Bearbeitung
- Feinguss-Oberflächenbeschaffenheit
- DIN 1725-1 Klasse 3.3211 T4510
- DIN 1725-1 Güte 3.3211 T4
- DIN 1725-1 Güte 3.3211 T6
- Was ist eine Standardbearbeitungsoberflächenbeschaffenheit?