


Kosteneinsparungen bei der Titanbearbeitung mit spiralförmigen Lösungen
Als das Fertigungsteam von Geospace Technologies nach einer besseren Standzeit und verbesserter Leistung bei einem Titan-CNC-Fräsjob suchte, wandte es sich an die Harvey Performance Company und den örtlichen Anwendungstechniker Mike Kanigowski, um einige Schaftfräser von Helical Solutions zu wählen. Mit Mikes Hilfe erzielte Geospace Technologies unter der Leitung von Lead Mill Programmer Tranquilino Sosa einen massiven Erfolg und erhebliche Kosteneinsparungen bei der Titanbearbeitung, was dazu führte, dass sie ihr Werkzeugrepertoire in ihrer Werkstatt vollständig auf die Hochleistungs-Schaftfräser von Helical umstellten.
Kampf mit der Werkzeuglebensdauer
Vor dem Wechsel zu Helical hatte Geospace Technologies Probleme mit der Standzeit bei einem Auftrag, der sowohl Schrupp- als auch Schlicht-Werkzeugwege auf einem Titanteil (Ti-6AL-4V) erforderte. Für den Schruppdurchgang verwendete Geospace einen 4-Schneiden-Schaftfräser mit 3/8-Zoll-Durchmesser, einem Spiralwinkel von 30° und einer TiALN-Beschichtung eines Mitbewerbers. Bei herkömmlichen Schrupp-Werkzeugwegen lief dieses Werkzeug mit 1.750 U/min bei einer Vorschubgeschwindigkeit von 10 IPM. Das Werkzeug würde vier Schritte nach unten machen, drei mit einer axialen Schnitttiefe von 0,200 Zoll und einen letzten Durchgang bei 0,100 Zoll für eine Gesamttiefe von 0,700 Zoll.
Beim Schlichten verwendete das Team eine 1/2-Zoll-Version des gleichen Konkurrenzwerkzeugs, das mit 900 U/min und einer Vorschubgeschwindigkeit von 8 IPM lief. Dies würde zwei Durchgänge erfordern, einen bei 0,400 Zoll Tiefe und den letzten bis zum Boden des Teils bei 0,700 Zoll.

Mit dieser Strategie und Werkzeugausstattung erstellte das Team qualitativ hochwertige Teile mit einer Zykluszeit von 15 Minuten und 22 Sekunden pro Teil, aber das Schruppwerkzeug hielt im Durchschnitt nur 60 Teile und das Schlichtwerkzeug etwa 120 Teile. Dies führte dazu, dass die Werkzeugkosten höher waren als gewünscht, und kostete das Team wertvolle Zeit durch häufige Werkzeugwechsel.
Sosa hatte einige der Erfolge gesehen, die andere Werkstätten beim Titanfräsen mit Schaftfräsern von Helical Solutions hatten, und wandte sich daher an Kanigowski, um zu erfahren, wie Helical ihnen helfen könnte, ihre Kosten pro Teil zu senken und gleichzeitig eine noch bessere Oberfläche zu erzielen.

Einwahl in der Tool-Auswahl
Als Mike sich mit dem Team von Geospace in Verbindung setzte, wusste er, dass die Änderung der bei diesem Job verwendeten Werkzeugwege einige unmittelbare Vorteile mit sich bringen würde. Unter Verwendung ihrer ESPRIT-Software konnte das Team ein neues Programm mit hocheffizienten Fräswerkzeugwegen (HEM) durch ESPRITs „Profit Milling“-Technologie wählen.
Mit den vorhandenen HEM-Werkzeugwegen benötigte Geospace neue Hochleistungswerkzeuge, um die Programmieranpassungen voll auszuschöpfen. Nach ausgiebigem Testen und Evaluieren mehrerer Optionen aus Helicals umfangreicher Reihe von Schaftfräsern für Titan entschied sich Geospace für zwei solide Werkzeuge.
Spiralförmig bietet viele verschiedene Optionen für das Titanfräsen in HEM-Werkzeugwegen. Während der Tests entschied sich das Team von Geospace für Helical EDP 59424, einen Schaftfräser mit 3/8 Zoll Durchmesser, 7 Schneiden und Eckenradius. Dieses Werkzeug verfügt über eine variable Teilungsgeometrie und versetzte Spanbrecher für eine optimale Spanabfuhr, reduzierte Oberschwingungen und minimierten Werkzeugdruck sowie die Aplus-Beschichtung von Helical für hohe Temperaturbeständigkeit, geringeren Verschleiß und längere Standzeit.

Bei der Betrachtung des Werkzeugwegs für die Endbearbeitung entschied sich Geospace für Helical EDP 82566, einen 3/8-Zoll-6-Schneiden-Vierkantfräser aus der bekannten HEV-6-Produktlinie von Helical. Dieses Werkzeug verfügt über ein Design mit variabler Steigung, um das Rattern zu verringern und ein hervorragendes Finish zu hinterlassen. Während Helical auch mehrere Werkzeuge zum Schlichten von Werkzeugwegen in Titan anbietet, lieferte dieses Werkzeug Geospace beim Testen das beste Finish für seine spezifische Teilegeometrie.
Den „helikalen Unterschied“ erleben
Mit den neuen Tools wandte sich das Team von Sosa an Helical, um Hilfe beim Einwählen von Geschwindigkeiten und Feeds zu erhalten. Das Tech-Team von Helical konnte sie auf Machining Advisor Pro einrichten, einem fortschrittlichen Geschwindigkeits- und Vorschubrechner, der von den Experten hinter den Werkzeugen von Helical Solutions entwickelt wurde. Mit dieser „Wundertäter“-Anwendung in ihrem Arsenal war das Team in der Lage, ihre neuen Werkzeuge für ihre spezifische Materialqualität, Schnitttiefe und Maschinenkonfiguration einfach einzustellen.
Das Team sah bei diesem Auftrag sofort positive Ergebnisse und Kosteneinsparungen. Sie konnten ihre Schrupp-Werkzeugwege auf 4.500 U/min und 157 IPM erhöhen. Der Finishing-Pfad blieb weitgehend gleich, führte jedoch zu einem stark verbesserten Endteil. Insgesamt sank die Zykluszeit von 15 Minuten und 22 Sekunden pro Teil auf 12 Minuten und 17 Sekunden pro Teil, was großartig war, aber die Verbesserung der Werkzeuglebensdauer war das, was Sosa am meisten beeindruckte.
Mit dem neuen spiralförmigen Schaftfräser in der Werkstatt war Geospace in der Lage, beide Werkzeuge für 580 Teile mit sehr minimalem Werkzeugverschleiß zu betreiben. Dies war eine fast 1000 %ige Verbesserung der Werkzeuglebensdauer für ihre Schruppdurchgänge und eine 483 %ige Verbesserung der Werkzeuglebensdauer für die Endbearbeitung. Insgesamt konnte ein Schruppwerkzeug mehr als 42 Stunden im Schnitt überstehen bevor sie ersetzt werden müssen.
Der Verzicht auf einen Werkzeugwechsel alle 60 Teile war auch eine erhebliche Zeitersparnis. Ständige Werkzeugwechsel verursachten ernsthafte Maschinenstillstandszeiten, die durch die längere Werkzeuglebensdauer beseitigt wurden, die man bei den spiralförmigen Schaftfräsern erlebte. Was wie eine kleine Unannehmlichkeit erscheint, summiert sich für Sosas Team im Laufe von ein paar Monaten zu Dutzenden von Stunden Zeitersparnis.
Geospace war begeistert von den Ergebnissen, die sie bei diesem Titanium-Job sahen, da sie noch nie eine lange Werkzeugstandzeit in Titanium mit einer anderen Konkurrenzmarke erlebt hatten. Sosa und sein Team freuen sich darauf, das Produkt von Helical Solutions auch in Zukunft bei all ihren anderen Jobs zu verwenden und weiterhin mit Kanigowski und dem Tech-Team von Helical an der Auswahl von Tools, Geschwindigkeiten und Feeds für zukünftige Projekte zusammenzuarbeiten.
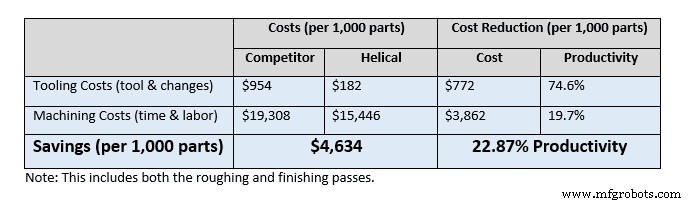
Unten finden Sie eine direkte Aufschlüsselung der Leistung der Schraubenstirnfräser in Bezug auf Gesamtkosten und Produktivitätsgewinn im Vergleich zum Wettbewerber. Diese Zahlen werden pro 1.000 Teile gemessen, wobei Werkzeugkosten, Werkzeugwechselzeit, Arbeitskosten, Betriebsparameter und Zykluszeiten berücksichtigt werden.
CNC-Maschine
- IMTEC Türlösungen bieten maximale Sicherheit und Kosteneinsparungen
- Grappling With Graphite:A Machining Guide
- Tackling Titanium:Ein Leitfaden zur Bearbeitung von Titan und seinen Legierungen
- Strategien zur Verringerung der Werkzeugdurchbiegung bei der CNC-Bearbeitung
- Wir bieten CNC-Bearbeitungs- und Werkzeugbaulösungen
- Bearbeitung von Titan:Finden Sie die richtigen Fräswerkzeuge für Superlegierungen
- Abstechen mit Y-Achsen-Bearbeitung
- So senken Sie die CNC-Bearbeitungskosten
- Die Kosten der CNC-Bearbeitung
- Kosten im Zusammenhang mit der Präzisions-CNC-Bearbeitung