


4 Wichtige Überlegungen zum Keilsitzfräser
Keilnutfräser, auch Scheibenfräser, Keilnutfräser und T-Nutenfräser genannt, sind eine Art von Schneidwerkzeug, das von vielen Zerspanern häufig verwendet wird – einige Operationen sind ohne sie unpraktisch oder sogar unmöglich. Wenn Sie eines dieser Tools für Ihre Arbeit benötigen, lohnt es sich zu wissen, wann und wie Sie das richtige auswählen und wie Sie es richtig verwenden.
Nutsitzfräsergeometrie
Die Auswahl und Verwendung des richtigen Werkzeugs ist oft komplizierter als die Ermittlung des richtigen Durchmessers und die Einstellung der Geschwindigkeiten und Vorschübe. Die Stärke eines Keilsitzes sollte sorgfältig abgewogen werden, insbesondere bei kniffligen Anwendungen und schwierigen Materialien.
Wie bei jedem Werkzeug macht eine längere Reichweite dieses Werkzeug anfälliger für Durchbiegung und Bruch. Es sollte ein Werkzeug mit der kürzesten zulässigen Reichweite verwendet werden, um sicherzustellen, dass das Werkzeug so stark wie möglich ist.
Der Halsdurchmesser eines Keilnutfräsers wirkt sich stark auf seine Leistung aus. Ein dünnerer Hals ermöglicht eine vergleichsweise größere radiale Schnitttiefe (RDOC) und mehr Freiraum, macht aber ein schwächeres Werkzeug. Ein dickerer Hals reduziert den RDOC des Fräsers, stärkt das Werkzeug jedoch insgesamt erheblich. Wenn es die Freiräume zulassen, sollte ein Keilnutfräser mit dickerem Hals und größerem Fräserdurchmesser einem mit dünnerem Hals und kleinerem Fräserdurchmesser vorgezogen werden (Abbildung 1).
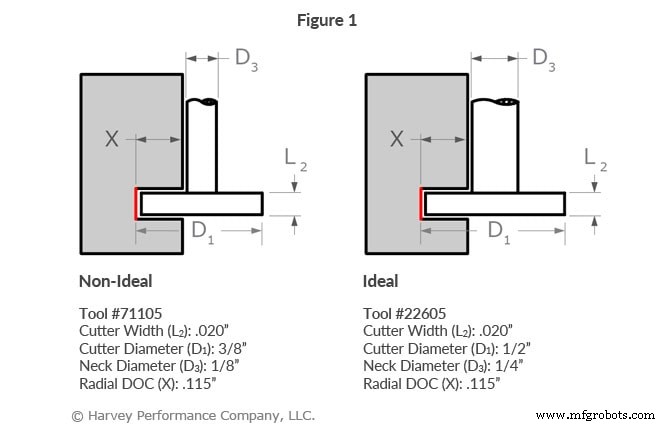
Die Fräserbreite wirkt sich auch auf die Werkzeugstärke aus. Je größer die Fräserbreite eines Keilnutfräsers ist, desto anfälliger ist er für Durchbiegung und Bruch. Dies liegt an den erhöhten Kräften am Werkzeug – eine größere Schneidenbreite entspricht einer größeren Eingriffslänge. Bei der Bearbeitung mit einem Keilnutfräser mit dicker Fräserbreite sollten Sie besonders darauf achten, ein möglichst starkes Werkzeug und einen leichten RDOC zu verwenden.

Keilsitzgeometrien von Harvey Tool
Radiale Schnitttiefe
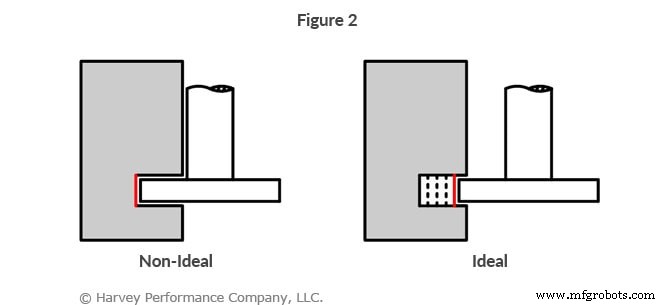
Das Verständnis der radialen Schnitttiefe eines Keilnutfräsers ist entscheidend für die Auswahl des richtigen Werkzeugs, aber für optimale Ergebnisse ist es notwendig zu verstehen, wie sie sich auf Ihren Werkzeugweg auswirkt. Auch wenn es verlockend sein mag, einen Schnitt mit dem maximalen RDOC eines Keilsitzfräsers durchzuführen, führt dies zu einer erhöhten Belastung des Werkzeugs, einer schlechteren Oberflächengüte und einem potenziell katastrophalen Werkzeugversagen. Es ist fast immer besser, eine geringere Schnitttiefe zu verwenden und mehrere Durchgänge durchzuführen (Abbildung 2).
Wenn Sie Zweifel haben, welches RDOC für Ihr Tool und Ihre Anwendung richtig ist, wenden Sie sich an den Toolhersteller Geschwindigkeiten und Vorschübe. Die Geschwindigkeiten und Vorschübe der Nutfräser von Harvey Tool berücksichtigen Ihre Werkzeugabmessungen, das Werkstückmaterial, den Betrieb und mehr.
Gewünschte Steckplatzgröße
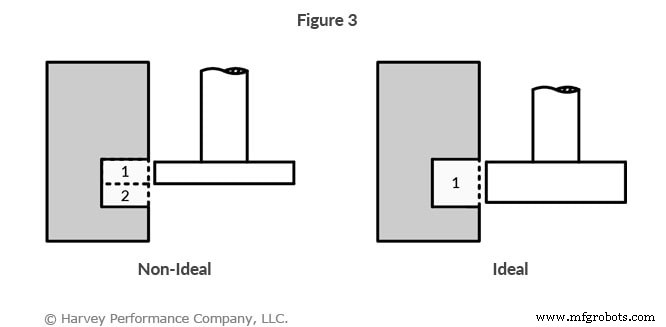
Einige Maschinisten verwenden Nutfräser, um Schlitze zu bearbeiten, die größer als ihre Fräserbreite sind. Dies geschieht in mehreren Arbeitsgängen, sodass beispielsweise ein Keilnutfräser mit einer Fräserbreite von 1/4 Zoll einen 3/8 Zoll breiten Schlitz erzeugen kann. Dies ist zwar möglich und kann vorab Werkzeugkosten einsparen, die Ergebnisse sind jedoch nicht optimal. Idealerweise sollte ein Keilnutfräser verwendet werden, um einen Schlitz gleich seiner Fräserbreite zu bearbeiten, da dies zu einem schnelleren Betrieb, weniger Markierungen und einem besseren Finish führt (Abbildung 3).
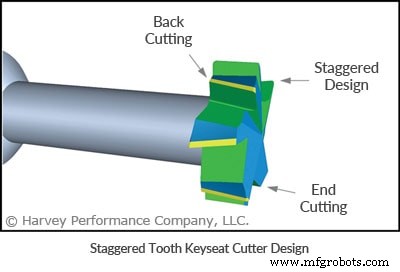
Versetzte Zahngeometrie eines Nutfräsers
Wenn von einem Keilnutfräser mehr Vielseitigkeit verlangt wird, sollten Versionen mit versetzten Zähnen in Betracht gezogen werden. Die vorderen und hinteren Aussparungen ermöglichen es den Werkzeugen, nicht nur am Außendurchmesser, sondern auch an der Vorder- und Rückseite des Kopfes zu schneiden. Wenn die Umstände die Verwendung einer Fräserbreite nicht zulassen, die den endgültigen Schlitzabmessungen entspricht, wie oben angegeben, kann sich ein Werkzeug mit versetzten Zähnen axial in dem Schlitz bewegen, um seine Breite zu erweitern.
Die Bearbeitung schwieriger oder klebriger Materialien kann schwierig sein, und die Verwendung eines Nutfräsers mit versetzten Zähnen kann sehr hilfreich sein mit Werkzeugleistung. Die Schernuten reduzieren die zum Schneiden erforderliche Kraft und hinterlassen eine hervorragende Oberflächengüte, indem Oberschwingungen und Rattern reduziert werden.
Haben Sie Probleme, den perfekten Keyseat für Ihren Job zu finden? Harvey Tool bietet über 2.100 Nutfräseroptionen mit Fräserdurchmessern von 1/16 Zoll bis 1-1/2 Zoll und Fräserbreiten von 0,010 Zoll bis ½ Zoll
CNC-Maschine
- Wichtige Konstanten
- 6 wichtige Designüberlegungen für den 3D-Metalldruck
- Wie heiß ist ein Plasmaschneider?
- Einführung in das Trochoidalfräsen
- Die 6 wichtigsten Überlegungen vor der Beauftragung einer Maschinenwerkstatt
- 4 Wichtige Überlegungen für eine Förderbandreparatur
- Wichtige Überlegungen zur Leiterplattenbestückung
- Alle Maschinenwerkstätten benötigen Werkzeug- und Schneidschleifmaschinen
- Was ist ein kleiner Werkzeug- und Schneideschleifer?
- Was ist eine CNC-Werkzeug- und Frässchleifmaschine?