


Einstellungen für den 3D-Druck mit Stützen:die ultimative Anleitung
Wenn Sie einen 3D-Drucker besitzen und ihn mindestens einmal in Ihrem Leben benutzt haben, besteht praktisch keine Möglichkeit, dass Sie sich der Existenz von Stützen nicht bewusst sind. Sie sind zwar ein gemeinsames Merkmal im 3D-Druck, aber meist suboptimal parametriert. Dieser Artikel zeigt Ihnen, wie Sie die Qualität von Unterstützungen verbessern, aber auch die Notwendigkeit reduzieren, sie überhaupt erst hinzuzufügen.
Um bessere Ergebnisse beim 3D-Druck zu erzielen, sollten Stützen hinzugefügt werden, wenn der Überhangwinkel größer als 45° ist oder wenn die Überbrückungsdistanz zwischen zwei Strukturen 50 mm überschreitet. Es sollte beachtet werden, dass diese Werte zu niedrig angegeben sind, um einen erfolgreichen Druck zu garantieren, aber geringfügige Verbesserungen können erreicht werden, indem die Extrusionstemperatur auf ein brauchbares Minimum gesenkt, die Schichtkühlung verbessert und die Bewegungsgeschwindigkeit verringert wird. Dabei können Winkel von 60°-65° und Brücken bis 150mm erreicht werden.
Was sind Unterstützungen und wann brauchen wir sie?
Wenn wir mit einem 3D-Drucker drucken, müssen wir den Prozess genau kennen, dem die Maschine folgt, um dem Objekt seine Form zu geben. Da das Objekt aus geschmolzenem Kunststoff besteht, der Schicht für Schicht übereinander aufgetragen wird, sollte immer folgende Frage gestellt werden:
Was ist, wenn der Extruder das Filament an dieser bestimmten Stelle ablegt, aber darunter kein Material ist?
Da sich der 3D-Drucker nur darauf beschränkt, den Anweisungen der G-Code-Datei zu folgen, kann er eine solche Situation nicht korrigieren. Wenn die Parameter nicht korrekt sind, druckt die Maschine weiter in der Luft, was (meistens) dazu führt, dass der Druck ruiniert wird und wir Zeit und Material verlieren.
Um dieses Problem zu lösen, werden Stützen verwendet. Sie sind eine vertikale Struktur, die das Hauptteil stützt, um zu verhindern, dass das Filament in die Luft extrudiert wird. Diese Stützen werden automatisch von der Slicer-Software mit verschiedenen Parametern platziert, die Sie nach Ihren Wünschen ändern können. Alternativ können Sie den Speicherort für jeden von ihnen manuell auswählen.
Die Bereiche eines Objekts, die Stützen benötigen, können Überhänge oder Brücken sein. Sie haben spezifische Einstellungen zur Auswahl und Änderung, um das beste Ergebnis zu erzielen.
Wann brauchen wir Unterstützung?
Wenn Sie anfangen, sich mit dem 3D-Druck vertraut zu machen, sollten Sie immer die konservativsten Parameter festlegen. Auf diese Weise stellen Sie sicher, dass Sie das Objekt ohne größere Unannehmlichkeiten drucken können. Wenn Sie dann geschickter und erfahrener werden, können Sie die Menge oder Dichte der verwendeten Stützen reduzieren.
Wir müssen bedenken, dass jeder Drucker anders ist und was für einige funktioniert, funktioniert möglicherweise nicht für andere. Im Allgemeinen werden die Grenzwerte für Überhänge in Winkeln (Grad) und bei Brücken in Entfernungen (Millimetern) gemessen.
Was sind Überhänge und Brücken?
Ein Überhang tritt an Stellen auf, an denen der Formschrägewinkel eines bestimmten Teils zu groß ist. In Verbindung mit Druckgeschwindigkeit, Filamenttemperatur und Schichthöhe können Druckparameter buchstäblich eine „Klippe“ erzeugen, die dazu führt, dass das geschmolzene Filament nach unten fällt.
Andererseits sind Brücken (wie der Name schon sagt) Verbindungen zwischen zwei Punkten eines Stücks, die durch einen bestimmten Abstand voneinander getrennt sind. Der Extruder bewegt sich in einer Richtung in der XY-Ebene und liefert Material, während er sich bewegt.
Auf den ersten Blick scheint es ein Szenario zu sein, das zu Druckproblemen neigt, aber wir werden sehen, dass einige Parameter festgelegt werden können, die es ermöglichen, Brücken auf zufriedenstellende Weise auch ohne Verwendung von Stützen auszuführen.

Winkelbeschränkungen für Überhänge im 3D-Druck und wie man sie verbessert
Betrachtet man dies unter dem Gesichtspunkt einer Struktur, so hat eine Filamentlinie eine ausreichende Stützbasis, wenn mindestens die Hälfte ihrer Breite von der vorherigen Schicht getragen wird. Das bedeutet, dass bei einer Standardlinienbreite von 0,4 mm mindestens 0,2 mm auf der unteren Schicht unterstützt werden müssen.
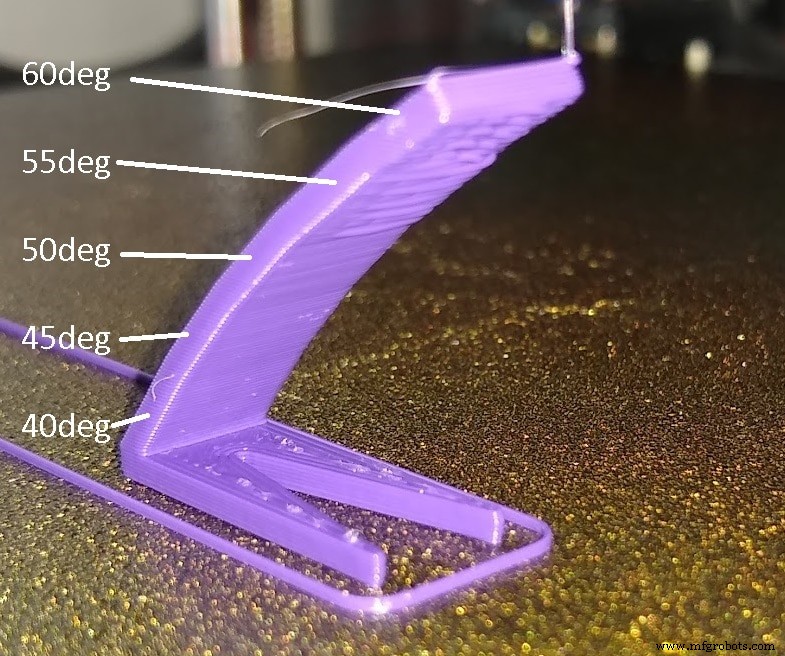
Dies kann nur durch die Einstellung eines maximalen Überhangwinkels von 45˚ bei jeder verwendeten Schichtdicke gewährleistet werden. Dieser Winkel wird von einer imaginären vertikalen Linie zum Rand des Objekts gemessen. Auf diese Weise definiert, ist 0 Grad ein vertikales Stück und 90 Grad ist horizontal (eine Brücke). Daher platziert der Slicer Stützen dort, wo der Überhangwinkel größer als 45 ˚ ist.
Dies ist eine sehr konservative Regel und wird daher unabhängig von den anderen Druckparametern immer funktionieren. Die Realität ist, dass wir diesen Winkel weiter verbessern können, indem wir einige Parameter optimieren.
So vergrößern Sie den Überhangwinkel
Aufgrund der Zeit, die einem Druck allein aufgrund der erforderlichen Stützen hinzugefügt wird, sollten wir eindeutig daran interessiert sein, den maximal zulässigen Winkel zu erhöhen, ohne die Qualität unseres Drucks zu beeinträchtigen. Dadurch wird auch viel verschwendetes Filament eingespart.
Nachdem Sie die Parameter geändert haben, die die Überhangqualität Ihrer Ausdrucke verbessern können, sollten Sie versuchen, diesen Überhangtest zu drucken. Durch geringfügige Änderungen und Verbesserungen sollten Sie in der Lage sein, Winkel von 60°-65° zu drucken.
Lassen Sie uns die Parameter durchgehen, die wir ändern können, um unsere Überhänge zu optimieren!
Extrudertemperatur reduzieren
Das Filament fließt, wenn es die Arbeitstemperatur erreicht, die bei PLA je nach Hersteller, Pigmentierung oder Zusammensetzung des Thermoplasten üblicherweise zwischen 190 und 220 Grad C° liegt.
Sobald der Extruder den Kunststoff an der gewünschten Stelle platziert, müssen wir ihn abkühlen, um ihn zu versteifen. Somit hätte es keine Zeit, in die „Klippe“ zu tropfen oder zu fallen, die keine ausreichende Unterstützung hat. Wenn das Material zu heiß ist, dauert es lange, bis es abgekühlt ist, sodass die Rutschneigung zunimmt und das Teil am Ende verformt wird.
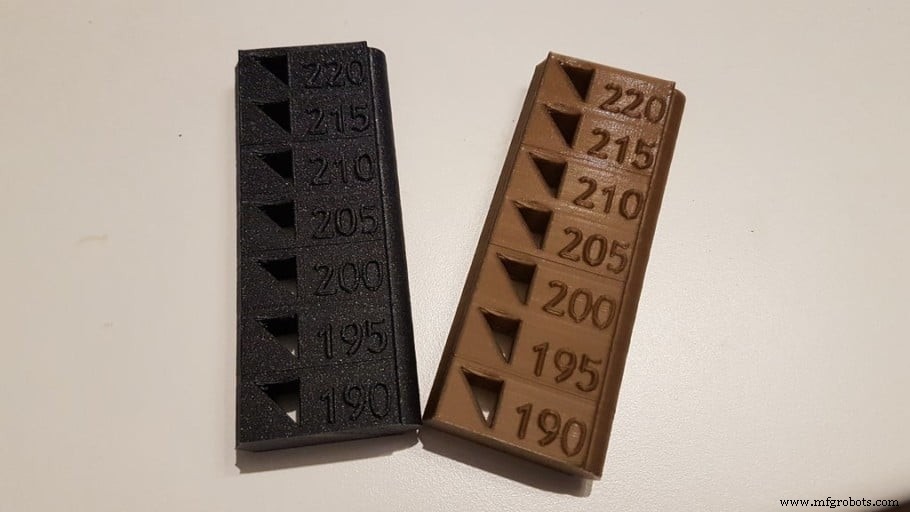
Eine Möglichkeit, dies zu verbessern, besteht darin, die Drucktemperatur auf das absolute Minimum zu senken. Dafür gibt es sogenannte „Temperaturtürme“, mit denen wir für jedes Material die optimale Temperatur ermitteln können, mit der es bearbeitet werden kann. Ich empfehle immer, jedes Mal einen Turm zu drucken, wenn wir ein neues Filament ausprobieren möchten.
Dieser Test wird dringend empfohlen, da er eine „druckfertige“ G-Code-Datei mit unterschiedlichen Temperaturen für verschiedene Schichtabschnitte enthält.
Flussrate reduzieren
Wenn zu viel Material aus der Düse kommt, dauert das Abkühlen noch länger, daher muss dieser Parameter richtig eingestellt werden. Wenn Sie sehen, dass die Ränder Ihrer Stücke zu stark tropfen, anstatt eine gleichmäßige und durchgehende Linie zu bilden, ist es an der Zeit, die Durchflussrate anzupassen oder sogar zu überprüfen, ob die Extruderschritte korrekt sind.
Kühlung erhöhen
Dieser Parameter ist wesentlich, um in sehr ausgeprägten Überhängen gute Abschlüsse zu erzielen. Die Verwendung eines guten Schichtfächers hat beim Drucken komplexer Teile Priorität. Es besteht aus einer Turbine (bürstenloser Lüfter), die einen großen Kaltluftstrom direkt zum Auslass der Düse bläst. Dies hilft beim Kühlen des Filaments und versteift es. Dadurch behalten die Außenwände des Objekts die Form bei, die es haben soll.
Möglicherweise stellen Sie auch fest, dass eine Seite des Drucks höhere und bessere Details aufweist als der andere Teil. Dies kann sehr gut daran liegen, dass eine Seite die Luft direkt vom Layer-Lüfter erhält, während die andere Seite durch das Objekt selbst blockiert wird. Richten Sie in solchen Fällen das Objekt so aus, dass die wichtigsten Details des Drucks direkten Kontakt mit dem Luftstrom des Schichtfächers haben.
Entfernungsbegrenzungen der Überbrückung im 3D-Druck und wie man sie verbessert
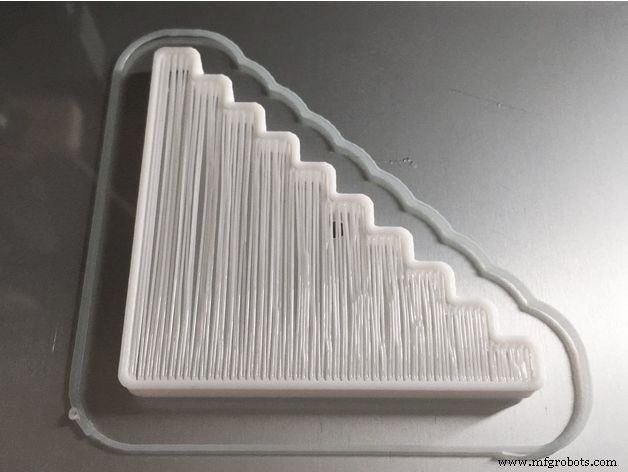
Da das Filament während der durch den G-Code festgelegten Bewegungen von der Düse extrudiert wird, kann der Kunststofffaden dazu neigen, unter seinem eigenen Gewicht zusammenzubrechen, wenn versucht wird, eine große Brücke zwischen zwei Strukturen zu drucken.
Diese bildet eine Abwärtskurve, wenn der Abstand zwischen den beiden Stützpunkten einen bestimmten Wert überschreitet. Um die Kapazität und Grenzen eines 3D-Druckers zu kennen, werden spezifische Tests durchgeführt, die immer längere Brücken in derselben STL-Datei erzeugen. Sie können beginnen, indem Sie diesen Überbrückungstest von Thingiverse ausdrucken (Bild oben).
Diese Tests dienen nicht nur dazu, die Kapazität unseres Druckers zu ermitteln, sondern ermöglichen uns auch, die Druckparameter zu variieren, um die Qualität unserer Brücken zu verbessern. Dazu müssen Sie einen Parameter nach dem anderen ändern und den Test erneut drucken, um die Auswirkung der geringfügigen Änderung zu isolieren.
Ein primärer Parameter beim Drucken von Brücken ist wiederum die Extrusionstemperatur. Die Geschwindigkeit, mit der das Material an der Luft abkühlt, steht in direktem Zusammenhang mit der Qualität der Brücke.
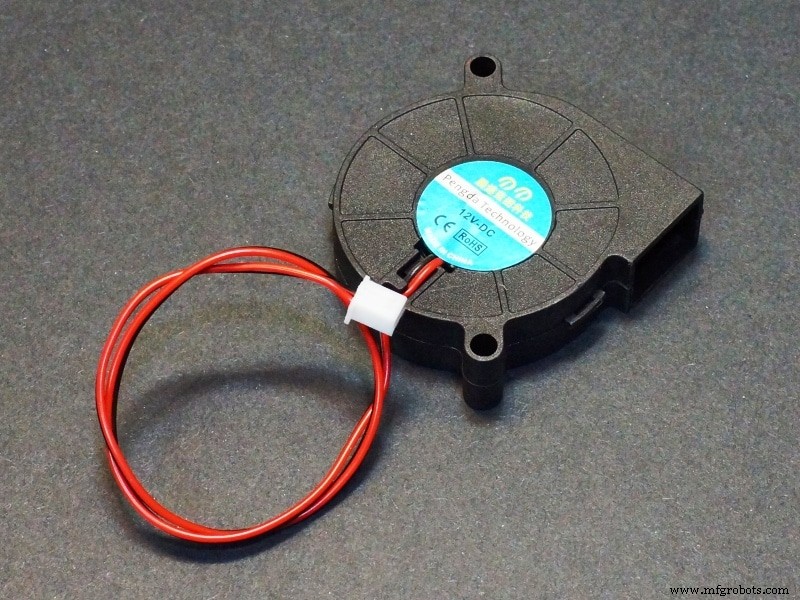
Wenn Ihr Drucker keinen Layer-Lüfter installiert hat, empfehle ich Ihnen, einen zu besorgen und ihn dem Hotend hinzuzufügen. Die besten Ergebnisse werden mit einem Schichtlüfter vom Typ Blower erzielt, der auf 100 % seiner Kapazität eingestellt ist. Die Düse muss Luft durchlassen und darf kein Hindernis darstellen.
Es sollte auch auf das Filament ausgerichtet sein und nicht auf die Düse, da es dieses abkühlen und Temperaturprobleme verursachen würde. Mein Lieblingsgebläse ist der 5015. Er ist sowohl sehr billig als auch unglaublich effizient.
Wenn Sie zum ersten Mal einen Schichtlüfter verwenden, empfiehlt es sich, die PID-Regelung Ihres Extruders anzupassen. Es gibt viele Video-Tutorials auf YouTube, die erklären, wie es geht.
Wenn Sie es geschafft haben, Ihren 3D-Drucker so zu konfigurieren, dass er Brücken und Überhänge zufriedenstellend druckt, werden Sie möglicherweise immer noch auf zu große Brücken stoßen. In diesen Fällen sind Supports ein praktischer letzter Ausweg, der unser Problem automatisch löst. Wir werden lernen, wie man Supports in Cura Slicer konfiguriert, aber die anderen Slicer haben ähnliche Optionen zum Einstellen.
Beste Einstellungen für den 3D-Druck mit Stützen
Um zu beginnen, müssen wir die Stellen des Stücks auswählen, an denen die Stützen hergestellt werden sollen. Die „Überall “-Option kann auch Stützen auf der Innenseite des Objekts platzieren, was in einigen Fällen übermäßig oder in anderen vollständig notwendig sein kann. Dies hängt vom Design des Objekts ab.
Stützstrukturtyp
Mit dieser Option können wir die Struktur der Stützen bestimmen. „Raster “ wird zum Beispiel stärkere Stützen erzeugen, die auch bei sehr langer Länge nicht herunterfallen können. Auf der anderen Seite sind sie viel schwieriger zu entfernen und erhöhen die Druckzeit (und den Filamentverbrauch) um ein Vielfaches.
„Linien “ ist eine viel schnellere Option, da es aus einer Struktur besteht, die aus dünnen Filamentlinien übereinander besteht. Der Hauptnachteil dieser Art von Stützen besteht darin, dass sie, da sie per Definition sehr dünn sind, auch dazu neigen, zu kippen oder zu bröckeln, wenn die Struktur höher ist.
In seltenen Fällen sollten Sie mit einer Gitterstruktur drucken, da ein Linienmuster fast immer mehr als ausreichend ist und Ihnen Zeit und Filament spart.
Überhangwinkel für Stütze
Wie bereits erwähnt, werden Objekte mit Vorsprüngen, die aus Winkeln bestehen, die größer als der in diesem Parameter festgelegte sind, mit Stützen verstärkt. Dieser Wert ergibt sich aus dem Überhangtest. Falls noch nicht geschehen, stellen Sie 45 als maximalen Winkel als temporären und ausfallsicheren Wert ein.
Füllmenge
Dieser Parameter wird in Prozent ausgedrückt und legt die Dichte des Materials fest, das den Träger bilden wird. Bei „Linien“ gilt:je höher dieser Wert, desto dichter liegen die Linien beieinander. Beginnen Sie die ersten Male mit mindestens 25 %. Wenn Sie feststellen, dass die Ausgabequalität erhalten bleibt, versuchen Sie, diesen Wert geringfügig zu verringern. Als Faustregel gilt, dass der optimale Wert zwischen 25 % (Maximum) und 10 % (Minimum) liegen sollte.
Abstand X / Y
Legt den Abstand zwischen dem Teil und dem Träger in der horizontalen Achse (Schichtebene) fest. Je kleiner dieser Wert, desto besser funktioniert der Halter, aber er haftet auch am Objekt, wodurch es schwierig wird, es zu entfernen. Ein empfohlener Wert ist 0,6 mm.
Abstand Z
Gibt den Abstand zwischen der Stütze und dem Teil in vertikaler Richtung an. Ein guter Wert ist 0,2 mm, da sich die Stütze leicht und ohne Beeinträchtigung der Qualität des Teils entfernen lässt.
Wenn wir zwischen dem Teil und der Stütze keinen Abstand lassen, werden sowohl die Stütze als auch das Modell zu einem Ganzen. Dies hinterlässt unangenehme Spuren auf dem Objekt, wenn Sie versuchen, die Stützen zu entfernen.
Wenn Sie mehr Erfahrung haben, können Sie die Abstände zwischen dem Objekt und der Unterlage vergrößern, damit Sie sie nach dem Drucken leicht entfernen können.
Multi-Extrusion und Stützen

Einige 3D-Drucker haben zwei Extruder, die so konfiguriert werden können, dass sie zwei Teile gleichzeitig drucken oder dass einer von ihnen das Teil herstellt, während der zweite Extruder die Stützen druckt. Der wichtigste Vorteil dabei ist, dass wir mit einem zweiten Extruder die Stützen mit einem wasserlöslichen Material bedrucken können. Ein Filament mit dieser praktischen Eigenschaft ist PVA.
PVA ermöglicht es uns, das Teil einfach in Wasser zu tauchen und ein gutes Finish zu erzielen, egal wie nahe die Stützen zuvor am Teil waren. Als Nachteil sollte ich erwähnen, dass der Preis von PVA tendenziell recht hoch ist.
Ein weiteres für Träger verwendetes Filament ist HIPS, das in d-Limonen (einem allgemein als Insektizid verwendeten Derivat von Zitrusfrüchten) löslich ist. Es ist billiger als PVA, erfordert aber zusätzliche Lösungsmittelkosten.
3D-Druck mit Baumstützen

„Baumstützen “ werden wegen ihrer Form so genannt. Sie beginnen als Stamm, der sich entlang der Z-Achse verzweigt. Diese Zweige berühren das Teil an einem sehr kleinen Punkt, der am besten platziert ist, um die Struktur des Objekts beizubehalten.
Einige Slicer, wie Cura, haben die Möglichkeit, diese Stützen zu verwenden. Um diese Option zu aktivieren, klicken Sie auf das Konfigurationszahnrad und wählen Sie „Experimentell ” -> „Baumunterstützung “.
Modellierungsprogramme wie Meshmixer ermöglichen das Generieren der Baumstützen in der STL-Datei, sodass Sie das Objekt nur in Scheiben schneiden müssen, ohne sich um die Stützkonfiguration kümmern zu müssen.
Vor- und Nachteile von Baumstützen
Der Hauptvorteil dieser Stützen besteht darin, dass sie das Modell nur an einem Punkt berühren, anstatt wie bei herkömmlichen Stützen in einer Linie. Dadurch wird die Oberflächenbeschaffenheit des Objekts nach dem Entfernungsprozess viel glatter.
Ein weiterer Vorteil ist, dass der „Baum“ an Stellen, an denen keine Stützen benötigt werden, vom Teil fernbleibt. Dies ist besonders praktisch, wenn Sie organische Modelle wie Menschen oder Tiere drucken.
Der Hauptnachteil von Baumstützen besteht darin, dass sie nicht für Brücken oder große Überhänge geeignet sind, da sie Ebenen wie Linien- oder Gitterstützen nicht richtig unterstützen können. Außerdem sind sie viel langsamer und benötigen eine sehr lange Slicing-Zeit.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Unterstützungsstrukturen für den 3D-Druck mit Metall – ein einfacherer Ansatz
- Eine kurze Anleitung zum 3D-Druck mit Binder Jetting
- ULTEM &PEEK:der ultimative Leitfaden für Hochleistungs-3D-Druckmaterialien
- 3D-Druck intern vs. Outsourcing:der endgültige Leitfaden
- Ein Leitfaden zum 3D-Druck mit Titan
- Drucken der Sicherung 1 mit der Sicherung 1
- Der ultimative Kaufleitfaden für den Kauf einer digitalen Schneidemaschine
- Die vollständige Anleitung zum 3D-Druck
- Ultiboard – Der ultimative Leitfaden für das Beste für Anfänger
- Bluetooth-Kommunikationsprotokoll – Der ultimative Protokollleitfaden für Lernende