


3D-Druckverzerrung. Einfache Lösungen und Möglichkeiten, dies zu verhindern!
Wenn Sie einen 3D-Drucker verwendet haben, ist es sehr wahrscheinlich, dass Sie 3D-Druckverzerrungen erlebt haben.
Warping ist eines der häufigsten Probleme beim 3D-Druck und sehr frustrierend. Glücklicherweise helfen einige Maßnahmen, das Problem zu beheben und zu umgehen, was zu erfolgreicheren Modellen führt.
Fehlgeschlagene Drucke sind beim 3D-Druck unvermeidlich, aber wenn Sie die richtigen Einstellungen für Ihren 3D-Drucker beherrschen, können Sie das Verziehen durch verschiedene Techniken beseitigen.
Die Einstellungen Ihres 3D-Druckers hängen ganz von dem Material ab, das Sie als Druckmaterial verwenden, und von dessen Zustand.
Das Know-how, mit den Einstellungen herumzujonglieren und alle Faktoren zu berücksichtigen, die zu 3D-Verwerfungen führen können, wird zweifellos zu beeindruckenden Druckergebnissen führen und dabei Verwerfungen beheben.
Was ist 3D-Druckverzerrung?
Das Verziehen kann als geringfügige Änderung des ursprünglich beabsichtigten Designs nach dem Drucken betrachtet werden. In einigen Fällen kann es extrem sein, dass der gesamte Druck unbrauchbar gemacht und zerstört wird. Für beste Ergebnisse sollten Sie die Ausdrucke überprüfen.
Da Verzug nach dem Druckprozess erkannt wird, können viele Materialien verloren gehen, was zu erhöhten Produktionskosten führt.
Es gibt keine Möglichkeit, zum Warping zurückzukehren, nachdem es passiert ist; wegwerfen ist die einzige Möglichkeit. In diesem Leitfaden sprechen wir über die Ursachen von Verzerrungen und verschiedene Möglichkeiten, sie zu vermeiden.
Warum tritt Warping auf?
Die Materialien, die während der 3D-Produktionsprozesse verwendet werden, sind Thermoplaste, was bedeutet, dass sie ihre Eigenschaften in bestimmten Temperaturbereichen ändern.
Der Prozess beinhaltet das Erhitzen der Filamente über ihren Schmelzpunkt hinaus, wo sie in eine flüssige Form übergehen, die leicht auf einer Bauplatte fixiert werden kann.
Beim Erhitzen dehnen sich die Thermoplaste aus und beim Abkühlen schrumpfen sie zu einem Festkörper zusammen.
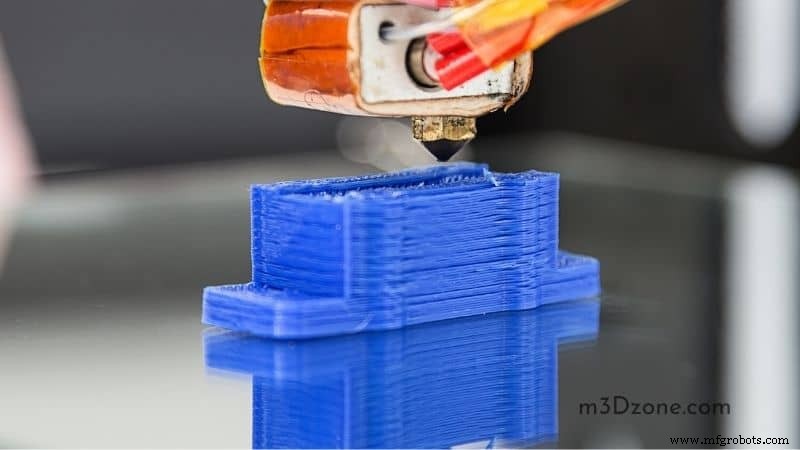
Wenn dies geschieht, während die unteren Schichten noch heiß und die oberen kalt sind, verliert der Druck seinen Halt auf der Bauplatte und kräuselt sich im Gegenzug nach oben; daher tritt ein Verziehen auf.
Entmutigenderweise kann sich das Kräuseln sogar beim Fertigstellen eines ansonsten ausgezeichneten Kleingedruckten zeigen. Wenn nur die Temperaturen des gesamten 3D-Bildes in einem festgelegten Bereich gehalten werden könnten, würde ein Verziehen vollständig vermieden. Dies ist jedoch nahezu unmöglich.
Stattdessen können Sie versuchen, die exakt gleiche Temperatur so weit wie möglich in einem bestimmten Bereich aufrechtzuerhalten. Dadurch wird sichergestellt, dass das Druckmodell während des gesamten Produktionsprozesses auf der Bauoberfläche haften kann.
Fixieren des Drucks vom Druckbett durch die Glasübergangstemperatur
Meist lassen sich verzogene Drucke nicht setzen und das ganze Modell wird zerstört. Wenn das Druckmodell leicht und nicht zu dick ist, gibt es alternativ eine Möglichkeit, es umzugestalten.
Dies kann durch mäßiges Erhitzen des Drucks fast bis zu seiner Glasübergangstemperatur erreicht werden, die ausreichend weich ist, um ihn umzuformen.
Sie müssen für das Druckbett improvisieren, indem Sie eine große Metallfläche verwenden, vorzugsweise eine Bratpfanne, die ausreicht, um den gesäten Druck so zu halten, wie er im Druckbett war.
Ein normaler Haartrockner würde beim Erhitzen gut funktionieren. Der Trockner sollte voll eingeschaltet sein und sich sogar bewegen, um Ihren Druck zu erhitzen.
Nach dem Erhitzen können Sie den Druck nun in die gewünschte Form umformen und biegen. Vor dem Abkühlen müssen Sie es festhalten, um erneute Verformungen zu vermeiden.
Sie können den Vorgang wiederholen, bis der Druck die gewünschte Form annimmt. Der Trockner ist praktisch, da das Zurückbringen des Drucks auf das Druckbett oder das Erhitzen der Pfanne nur die Unterseite des Drucks erwärmt. Dies bedeutet, dass Sie den gesamten Druck erneut erhitzen, um Ergebnisse zu erzielen.
Möglichkeiten zur Vermeidung von Warping
a) Verwenden Sie eine beheizte Bauplatte
Vor dem beheizten Bau waren Platten selten anzutreffen, und gedruckte 3D-Drucke kühlten in der Regel schnell ab, noch bevor die Produktion abgeschlossen war. Aus diesem Grund waren Verziehen und Kräuseln bei jedem Druck fast Standard. Derzeit sind die meisten Maschinen bereits mit beheizten Betten ausgestattet.
Eine der am meisten befürworteten Methoden zur Vermeidung von Verformungen ist die Verwendung einer beheizten Bauplatte. Die Bauplatte versucht, das Material auf einer Temperatur knapp unter der Erstarrung zu halten. Dadurch wird sichergestellt, dass Ihr 3D-Druck flach bleibt und immer noch mit der Bauplatte verbunden ist.
Wenn der 3D-Druck langsamer abkühlt, verringert sich die Wahrscheinlichkeit, dass sich die durch Kontraktionen verursachte Spannung verzieht.
Allerdings sollten Sie darauf achten, dass je nach verwendetem Material die richtige Temperatur verwendet wird. Die Eigenschaften unterscheiden sich für verschiedene Materialien und Filamente, obwohl sie alle Hochtemperaturmaterialien sind.
Beheizte Betten sind keine vollständige Garantie dafür, dass das Verziehen vermieden wird, da die Technik mit anderen Methoden kombiniert wird, um die Chancen zu verringern.
In diesem Sinne umfassen die Heizteile jedoch nicht das gesamte Bett, was bedeutet, dass nicht das gesamte Bett die Erwärmung durchführt – die Kanten erhalten möglicherweise nicht genug Wärme und können sich am Ende verziehen. Es ist erwähnenswert, dass sich größere Drucke im Gegensatz zu kleineren Drucken verziehen können.
b) Verwendung von Klebstoffen auf der ersten Schicht
Die Haftung zwischen der unteren Schicht Ihres Drucks und dem Druckbett trägt dazu bei, ein Verziehen zu verhindern. Dies wird normalerweise erreicht, indem das Druckbett mit einem Klebstoff oder einer klebrigen Substanz beschichtet wird, bevor mit dem eigentlichen Druck begonnen wird.
Bevor Sie den Klebstoff verwenden, sollten Sie einen Testdruck eines kleinen Teils machen, um sicherzustellen, dass er gut funktioniert. Wenn der Druck auf dem Druckbett klebt, kann dies beim Entfernen zu Beschädigungen führen.
Damit die Klebetechnik gut funktioniert, sollten Sie darauf achten, dass der Druck glatt und sauber ist. Öl- und Fettspuren werden die Haftkräfte nur verschlechtern und schwächen.
Der Klebstoff sollte auf die Glasplatte aufgetragen werden. Außerdem unterscheiden sich die Klebemethoden von Material zu Material, daher ist es notwendig, das verwendete Material zu verstehen.
Es gibt viele Produkte, die dazu beitragen, dass Ihr Druck auf der Druckbasis haftet. Hier sind einige davon, Sie können zuerst experimentieren oder sie sogar kombinieren, um effektive Ergebnisse zu erzielen:
1) 3DLac
3DLac ist ein Sprühformat, das aus einer chemischen Formulierung speziell für den 3D-Druck besteht, um die Teile zu verfestigen. Seine Anwendung ist ziemlich einfach, da Sie das Produkt vor dem Druckvorgang nur auf die Druckbasis sprühen müssen.
Das Bett muss nicht geflutet werden, aber das Sprühen aus einer Handentfernung stellt sicher, dass die Chemikalie effektiv verteilt wird. Eine Alternative zum 3DLac ist das Nelly Haarspray, da es von der gleichen Firma hergestellt wird.
Der einzige Unterschied besteht darin, dass die Konzentration in 3DLac eine verbesserte Formulierung ist und der Geruch wie in den Nely-Lacken fehlt.
2) Wolfsbiss
Wolfbite ist eine kommerzielle 3D-Chemikalie, die speziell für den Klebstoff und die Griffigkeit Ihrer 3D-Druckteile hergestellt wird. Eine Variante des Produkts von seiner offiziellen Website; Daher ist es notwendig, Ihr bevorzugtes Produkt und Material im Einsatz zu testen.
3) PEI-Folien
Die Blätter (überprüfen Sie bei Amazon) sind bereits laminiert und können einfach auf das Druckbett gelegt werden. Es gibt sie in verschiedenen Größen und Marken; Daher ist es einfacher, diejenige zu erkennen, die für Sie geeignet ist, und die richtige Größe für Ihren Drucker. Selbst die dicken lassen sich leicht nach Ihren Wünschen zuschneiden.
Einige werden als Aufkleber geliefert und lassen sich einfach anbringen, indem sie auf das Druckbett gelegt werden. Im Gegensatz zu Klebebändern sind Blasen hier kein Problem, da sie sich mit fast allen Materialien verbinden.
4) Kaptonband
Kaptonband wird häufig beim Schweißen und in der Elektronik verwendet, da es extremen Temperaturen standhalten kann.

Es kann im 3D-Druck verwendet werden, um die für den Druck erforderliche Klebeverbindung herzustellen. Kaptonband kann mit anderen Methoden wie den 3DLac-Sprays verwendet werden, um die Griffigkeit zu verbessern.
Das Kapton-Klebeband funktioniert auch bei Drucken mit größeren Breiten und lässt sich leichter auf der Druckoberfläche anbringen.
Nach dem Produktionsprozess können jedoch einige Rückstände zurückbleiben, aber Alkohol neigt dazu, sich effektiv darum zu kümmern.
5) Klebeband
Irgendwann haben wir alle Klebeband verwendet (bei Amazon prüfen) für schnelle Reparaturen und Reparaturen, ob zu Hause oder im Büro. Es ist im Vergleich zu Kapton-Klebeband relativ günstig und bietet eine gute Haftung.
6) Klebestift
Klebestift (bei Amazon prüfen) ist eine beliebte Alternative, und einige Druckereien bieten den Stick als Teil ihrer gekauften Produkte an. Beim Auftragen wird lediglich Klebstoff auf die Bauplatte aufgetragen, und das war's.
Alternativ ist eine Verdünnung mit Wasser akzeptabel, und ein Pinsel wird verwendet, um den Klebstoff gleichmäßiger auf dem Druckbett zu verteilen. Dies erleichtert die Reinigung des Glases, da nur ein winziger Bruchteil des Klebstoffs verbraucht wird.
7) ABS-Lösung
Einige kleine geschnittene ABS-Stücke können in einem Behälter in Aceton verdünnt werden, um eine ABS-Lösung (ABS-Saft) zu bilden. Das Aceton sorgt dafür, dass sich das ABS vollständig auflöst und ein pastöses Material bildet.
Mit einem Pinsel, (überprüfen Sie bei Amazon) Sie können den ABS-Saft auf das Druckbett auftragen. Beim Drucken auf anderen Materialien müssen Sie nach den geeigneten Chemikalien und der richtigen Anwendung auf der Druckoberfläche suchen.
c) Regulieren Sie die Temperatur während des Produktionsprozesses
Die Überwachung der Temperaturen sollte an der Druckmaschine erfolgen, und die Umgebungslufttemperatur ist beim Schären wesentlich. Dies kann erreicht werden durch:
Kühlung anpassen:Hier ist besondere Vorsicht geboten, da die Filamente abkühlen müssen, damit sich der geschmolzene Kunststoff für eine genaue Überbrückung verfestigen kann.
Kühlgebläse könnten ausgeschaltet oder die Geschwindigkeiten nur für die ersten Schichten gesenkt werden, um die Temperaturen auszugleichen.
Verwendung einer geschlossenen Druckkammer:Die Arbeit mit einem geschlossenen Drucker trägt dazu bei, einen konstanten Druckprozess aufrechtzuerhalten. Sie können auch Ihr Gehäuse bauen, wenn dem Drucker eines fehlt.
d) Wählen Sie die richtigen Einstellungen für die ersten paar Ebenen
Die Kalibrierungen sind wesentlich, um ein Verziehen zu verhindern. Ein guter Abstand zwischen der Düse des Druckers und der Platte ist in den ersten Schichten Ihres Drucks wichtig, was sich wiederum auf das gesamte Modell auswirkt.
Die Plattform sollte so nah wie möglich an der Düse sein, um zu verhindern, dass das Material abkühlt und somit seine Fähigkeit verliert, an der Plattform zu haften. Alle nachfolgenden Schichten müssen die Regel beachten, damit sie aneinander haften.
Verziehen ist bei kleinen Drucken weniger verbreitet als bei größeren Drucken, wo es offensichtlich ist. Beim Drucken größerer Drucke ist es ratsam, Filamente mit geringerer Schrumpfung zu verwenden, vorzugsweise solche auf PLA-Basis.
Das Druckmodell kann mit ABS-Materialien angepasst werden (überprüfen Sie bei Amazon) dass die Wände dünner sind, wodurch das Füllmaterial reduziert wird. Je geringer das Füllmaterial, desto geringer ist die Wahrscheinlichkeit, dass es sich nach dem Abkühlen des Materials verzieht.
e) Kontrollieren Sie die Z-Koordinaten
Die ersten paar Schichten auf der Bauplatte sind der Schlüssel zu einem erfolgreichen Druckmodell. Das Drucken der perfekten ersten Druckschicht kann erreicht werden, indem die Ausgabekoordination der z-Koordinate vor Druckbeginn korrekt überprüft wird.
Wenn die Z-Achse an einem höheren Punkt beginnt, muss das Material länger zurücklegen, bevor es das Druckbett berührt. Das Material kühlt stärker ab und haftet nicht gut auf dem Glas.
Bei der Z-Achsen-Anpassung sollte die Düse des Druckers dem Modell nicht zu nahe kommen, da dies zu weiteren Komplikationen führen kann.
Wenn Ihr Druck eine kleine Druckfläche hat, ist die Haftung schwierig, daher können Ränder und Flöße für eine weitere Haftung hinzugefügt werden.
Für die richtige Einstellung der Koordinaten sind Niveausensoren hilfreich. Sie können die Korrekturen immer noch manuell vornehmen, aber die Sensoren bieten die zusätzliche Hilfe, die benötigt wird.
Einige Drucker verfügen bereits über Sensoren zur Selbstanpassung, und Sie können einen kaufen und in den Drucker einbauen, um eine gute Anfangsschicht auf Ihrem Modell zu erhalten.
Schlussfolgerung
Um hochwertige Druckmodelle zu erstellen, müssen Sie nicht nur den 3D-Drucker besorgen, ihn mit Filament füllen und Ihr gewünschtes Modell drucken. Während des Prozesses werden Sie frustriert sein, da eine Menge Dinge schief gehen können.
Um das gewünschte 3D-Modell zu drucken, ist ein tieferes Verständnis dafür erforderlich, wie Ihr verwendetes Filamentmaterial auf Temperaturänderungen und den Temperaturunterschied der Filamente reagiert.
Die Fähigkeiten sind leicht zu erlernen, aber technisch zu meistern, da es Anstrengung erfordert.
Um Probleme zu lösen, die während des Druckens auftreten können, müssen Sie mit den Einstellungen des Druckers herumspielen und experimentieren.
Verziehen ist eines der häufigsten Probleme beim 3D-Druck. Bei PLA-Filamenten ist es selten, kann aber dennoch auftreten.
Wenn Sie die oben beschriebenen Schritte und Maßnahmen beachten, können Sie perfekte Drucke aus Basis und Schichten herstellen. Das Reduzieren der Anfangsschichtgeschwindigkeit hilft auch sehr dabei, das Verziehen einzudämmen.
3d Drucken
- 4 Wege, wie 3D-Druck Wartungs- und Reparaturvorgänge verbessert
- Python-Eingabe, -Ausgabe und -Import
- 5 Vorteile von Druck- und Anbringungsmaschinen
- Drei Möglichkeiten, wie Lasercodierer Produktfälschungen verhindern
- 8 Möglichkeiten, Ausfallzeiten zu vermeiden und trotzdem Geld zu sparen
- 6 einfache Wege zur Optimierung des CNC-Programms
- 5 Technologien zur Erkennung und Verhinderung von Pumpenkavitation
- 3 Möglichkeiten, wie KI und IoT die Fertigung verbessern
- Hoher Einschaltstrom beim Schalten von Kondensatoren und Möglichkeiten, ihn zu verhindern.
- 7 Möglichkeiten zur Vermeidung von Geräteunfällen