


Was ist spitzenloses Schleifen? Was ist der Unterschied zwischen zentriertem und spitzenlosem Schleifprozess?
Schleifen kennen wir alle und müssen schon mal gesehen haben, wo es auf hochveredelte Oberflächen ankommt. Schleifen ist ein Bearbeitungsprozess, der mittels Schleifmitteln erfolgt. Wenn wir dann von spitzenlosem Schleifen sprechen schon der Name verdeutlicht, dass diese Art des Schleifens keine feste Mitte hat, d.h. beim spitzenlosen Schleifen gibt es keine Vorrichtung, um das Werkstück an einer festen Position zu positionieren und zu fixieren sorgen für eine glatte Oberfläche des Werkstücks.
Spitzenloses Schleifen:
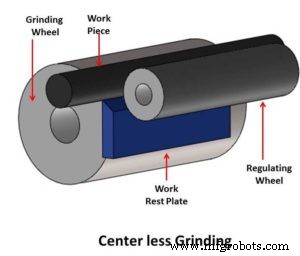
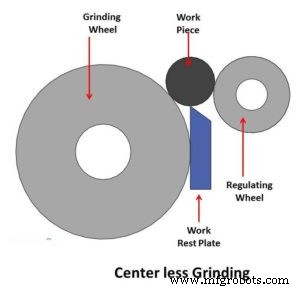
Beim Zentrieren, weniger Schleifen ist das Werkstück nicht mit einer festen Zentrierspitze oder irgendeiner Art von Spannfutter versehen. Das Werkstück dreht sich zwischen zwei Walzen; beide Räder drehen sich in die gleiche Richtung mit unterschiedlichen Drehzahl. Eine Scheibe ist als Schleifscheibe und die andere als Regelscheibe bekannt. Das Werkstück ist nicht mit einem Bewegungsaufsatz versehen und die Regelscheibe sorgt für Bewegung auf dem Werkstück. Das Schleifen des Werkstücks erfolgt zwischen den beiden rotierenden Die Regelscheibe ist gummigebunden und übt einen seitlichen Druck auf das Werkstück aus, um ein Einschlafen zu vermeiden. Die Relativgeschwindigkeit zwischen Schleifscheibe und Regelscheibe ist für den Materialabtrag durch Scherwirkung verantwortlich. Die Schleifscheibe rotiert um eine feste Achse und hat eine höhere Winkelgeschwindigkeit im Vergleich zum Werkstück Nur die Schleifscheibe ist für die Bearbeitung zuständig, die Regelscheibe sorgt nur mit äußerem Druck für das richtige Schleifen, sie sorgt für linearen Vorschub zum Werkstück. Die Regelscheibe ist nicht an ihrer Achse fixiert, sie ist beweglich, so dass ein guter Kontakt zwischen dem Werkstück und der Schleifscheibe aufrechterhalten werden sollte. Das Werkstück wird über die feste Werkstückauflageplatte gelegt und die Schleifscheibe zusammen mit der Regelscheibe bewirkt die Einstellung der Position eines Werkstücks.
Das spitzenlose Schleifen kann in zwei Arten eingeteilt werden, d. h. Spitzenloses Außenschleifen und Innenspitzenloses Schleifen. Wir sind mit dem Außenschleifen vertraut, das zur Endbearbeitung der Außenfläche der Werkstücke verwendet wird Das spitzenlose Innenschleifen hat jedoch einige spezielle Anwendungen, wie das Schleifen von Löchern für die Wellen und andere interne Endbearbeitungsvorgänge. Die Einrichtung des spitzenlosen Innenschleifens ist im Vergleich zum spitzenlosen Außenschleifen ziemlich kompliziert.
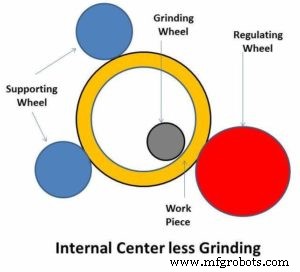
Es hat vier rotierende Räder, die als Druckrollenrad, Stützrollenrad, Regelrad und Schleifrad bekannt sind. Das Schleifrad wird innerhalb des Werkstücks gehalten, da es sich um einen Innenschleifvorgang handelt drei Räder rotieren außerhalb des Werkstücks Druckrollenrad übt gleichmäßigen Druck von außen aus und Stützrad unterstützt das Werkstück beim Schleifen Funktion der Regelscheibe ist die gleiche wie oben erwähnt.
Unterschied zwischen Zentrums- und zentrumslosem Schleifen :
Das Hauptziel beider Arten des Schleifens ist das gleiche, aber das Verfahren ist unterschiedlich. Beide Verfahren haben ihre eigenen Anwendungen, Vor- und Nachteile. Auf der Grundlage der Arbeitsvorgänge folgen einige Unterschiede zwischen ihnen das Spitzen- und spitzenlose Schleifen.
| Zentrieren | Spitzenloses Schleifen | |
| 1. | In der Mitte schleifende Werkstücke haben eine feste Mitte | Im Zentrum weniger schleifende Werkstücke haben keine feste Zentrumslage. |
| 2. | Das Werkstück wird zwischen den beiden Spitzen im Spannfutter gehalten und hat die Inline-Achse mit der Achse eines Spannfutters. | Das Werkstück wird für die oben erwähnten Bearbeitungsvorgänge zwischen die beiden rotierenden Räder gelegt. |
| 3. | Das Werkstück wird mittels des Spindelstocks der Werkzeugmaschine gedreht, aber in einigen Fällen kann das Werkstück stationär sein, nur die Schleifscheibe dreht sich. | Im Zentrum weniger Schleifen wird das Werkstück nur mittels Regelscheibe und Schleifscheibe gedreht. |
| 4. | Das Werkstück wird in den festen Backen gehalten, weshalb das Be- und Entladen des Werkstücks ein ziemlich komplizierter und zeitaufwändiger Vorgang ist. | In diesem Fall ist das Be- und Entladen des Werkstücks sehr einfach und es wird weniger Zeit verbraucht als beim Zentrumsschleifen, da diese Rüstzeit reduziert wird. |
| 5. | Es ist für Massenproduktionen nicht sehr wirtschaftlich, wenn man es mit dem spitzenlosen Schleifen vergleicht. | Es ist für die Massenproduktion geeignet und sehr wirtschaftlich. |
| 6. | Mit Zentrierschleifen kann jede Form und Größe des Werkstücks mit besserer Genauigkeit und Endbearbeitung bearbeitet werden. | Mit dem spitzenlosen Schleifen werden nur Werkstücke mit zylindrischer Form bearbeitet. Flache Oberflächen können nicht bearbeitet werden. |
Hier dreht sich alles um spitzenloses Schleifen. Wenn Sie Fragen zu diesem Artikel haben, stellen Sie diese per Kommentar. Wenn Ihnen dieser Artikel gefällt, vergessen Sie nicht, ihn in sozialen Netzwerken zu teilen. Abonnieren Sie unsere Website für weitere informative Artikel. Vielen Dank fürs Lesen.
Herstellungsprozess
- Was ist der Unterschied zwischen Cloud und Virtualisierung?
- Was ist der Unterschied zwischen Sensor und Wandler?
- Was ist der Unterschied zwischen FRP und Fiberglas?
- Was ist der Unterschied zwischen Schrauben und Bolzen?
- Was ist der Unterschied zwischen FF- und RF-Flanschen?
- Was ist der Unterschied zwischen Kupferbronze und Messing?
- Was ist der Unterschied zwischen einem TS und einem HSS?
- Was sind die Unterschiede zwischen Spitzenlos- und Rundschleifen?
- Eine Einführung in CNC-Walzenschleifmaschinen:Was sind sie und wie funktionieren sie?
- Unterschied zwischen traditionellem und nicht-traditionellem Bearbeitungsprozess