


So ordnen Sie die Position des Wärmebehandlungsprozesses bei der Präzisionsbearbeitung an
Um die Rentabilität und Wettbewerbsfähigkeit von Präzisionsbearbeitungsunternehmen zu verbessern, ist es neben vielen Faktoren entscheidend, sich auf fortschrittliche Technologie zu verlassen. Mit der Entwicklung der modernen Industrie haben immer mehr Unternehmen begonnen, auf das Handwerk zu achten. Handwerksunterlagen sind die Grundlage von Präzisionsbearbeitungsunternehmen, und ihre Korrektheit ist sehr wichtig. So klein wie ein Symbol und ein Datum in der Prozessdatei, ist es sehr wichtig, wie z. B. die Größenanforderungen in der mechanischen Fertigungstechnologiedatei, die geometrischen Toleranzanforderungen, die Symbole und Codes des CNC-Bearbeitungsprogramms usw. Besonders für die Verarbeitung von feinmechanischen Teilen wirkt sich die Verwendung von Korrektheitsprozessdokumenten direkt auf die Verarbeitungsqualität und Produktionssicherheit des Produkts aus. Manchmal kann es aufgrund der Nachlässigkeit des Handwerkers, sogar kleiner Fehler, auch zur Verschrottung von feinmechanischen Teilen kommen, was dem Unternehmen gewisse wirtschaftliche Verluste verursacht.

Bei der Präzisionsbearbeitung muss zur effektiven Verbesserung der Produktleistung sichergestellt werden, dass die meisten verbleibenden Teile entfernt wurden, wenn der Ort des Wärmebehandlungsprozesses festgelegt wird. Es stellt nicht nur sicher, dass die Teile abgeschreckt und gehärtet werden können, sondern auch, dass ein Spielraum für die nachfolgende Verarbeitung vorhanden ist, sodass die Qualität des Produkts besser sichergestellt werden kann. Die Wärmebehandlung in der Feinstbearbeitung lässt sich je nach Anwendungszweck grob in Vorwärmebehandlung und Wärmebehandlung unterteilen. Der Zweck der vorläufigen Wärmebehandlung besteht darin, die mechanischen Eigenschaften zu verbessern, innere Spannungen zu beseitigen und die Wärmebehandlung vorzubereiten. Es umfasst Glühen, Normalisieren, Abschrecken und Anlassen sowie Alterungsbehandlung.
1 . Vorläufige Wärmebehandlung
Der Zweck der vorläufigen Wärmebehandlung besteht darin, die während des Herstellungsprozesses des Rohlings erzeugten inneren Spannungen zu beseitigen, die Schneidleistung von Metallmaterialien zu verbessern und die abschließende Wärmebehandlung vorzubereiten. Die vorläufige Wärmebehandlung umfasst das Abschrecken und Anlassen, Glühen, Normalisieren usw., die im Allgemeinen vor und nach der Grobbearbeitung durchgeführt werden. Eine Anordnung vor dem Schruppen kann die Schnittleistung des Materials verbessern. Die Anordnung nach der Grobbearbeitung ist vorteilhaft, um innere Restspannungen zu beseitigen.
Prozessort für Glühen und Normalisieren
Sie wird in der Regel nach der Platinenfertigung und vor dem Schneidprozess angeordnet.
Bei Präzisionsteilen sollte zur Eliminierung der Eigenspannungen im Schneidprozess zusätzlich ein Spannungsarmglühen zwischen den Schneidprozessen angeordnet werden.
Prozessposition des Abschreckens und Anlassens
Diese Art der Wärmebehandlung kann als Endbehandlung eingesetzt werden und kann auch die Organisation für das anschließende Oberflächenabschrecken oder das Gesamtabschrecken leicht verformbarer Teile vorbereiten. Es wird im Allgemeinen nach der Grobbearbeitung und vor dem Schlichten oder Vorschlichten angeordnet.
2. Abschließende Wärmebehandlung
Die abschließende Wärmebehandlung sollte im Allgemeinen nach der Grobbearbeitung, dem Vorschlichten und vor und nach dem Schlichten angeordnet werden. Eine Wärmebehandlung mit großer Verformung, wie z. B. Aufkohlen und Abschrecken, Abschrecken und Anlassen usw., sollte vor der Endbearbeitung angeordnet werden, um die Wärmebehandlung während der Endbearbeitung zu korrigieren. Deformiert. Nach der Endbearbeitung kann eine Wärmebehandlung mit geringerer Umformung, wie z. B. Nitrieren, angeordnet werden. Nach einer solchen Wärmebehandlung ist die Härte der Teile höher und sollte möglichst weit zurück liegen. Im Allgemeinen werden sie nach dem Vorschlichten und vor dem Schleifen angeordnet.
Die gesamte Anordnung der Abschreck- und Oberflächenabschreckprozesse ist im Grunde gleich.
Die Verformung, Oxidation und Entkohlung der abgeschreckten Teile sollte während des Schleifens entfernt werden, daher sollte eine Schleifzugabe reserviert werden (z. B. für abgeschreckte Teile mit einem Durchmesser von 200 mm oder weniger und einer Länge von 1000 mm beträgt die Schleifzugabe im Allgemeinen 0,35 ~0,75 mm).
Um die mechanischen Eigenschaften des Kerns zu verbessern und die oberflächenabgeschreckte Struktur der feinkörnigen Martensitstruktur zu erhalten, ist es bei oberflächengehärteten Teilen oft notwendig, zuerst eine Normalisierungs- oder Abschreck- und Anlassbehandlung durchzuführen. Da die Verformung der oberflächengehärteten Teile gering ist, sollte auch das Schleifaufmaß kleiner sein als das der gesamten gehärteten Teile.
Für Beispiel:
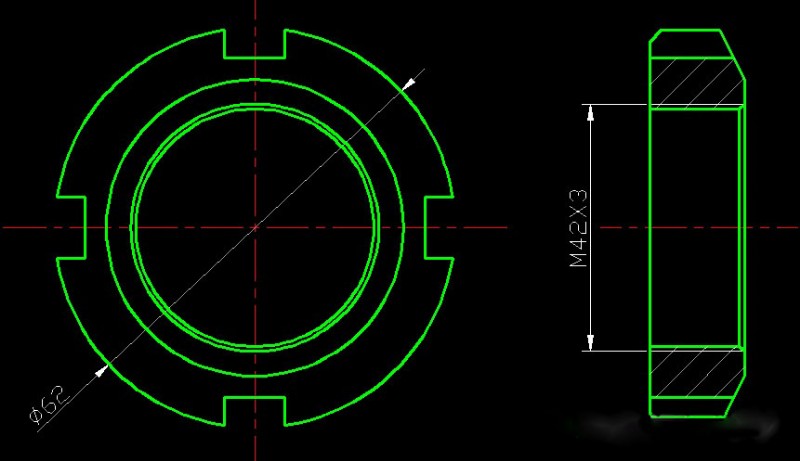
Das obige Bild zeigt eine Kontermutter aus 45er Stahl, und die Kerbhärte muss HRC35~40 betragen. Wenn die Kerbe und das Innengewinde alle bearbeitet und dann als Ganzes abgeschreckt und angelassen werden, obwohl die Härte der Kerbe den Anforderungen genügen kann, wird das Innengewinde verformt und die Genauigkeit kann nicht garantiert werden; Wenn es nach der Wärmebehandlung geschnitten wird, ist die Härte höher und die Bearbeitbarkeit schlecht. .
Wenn das Wärmebehandlungsverfahren und die Bearbeitungsreihenfolge geändert werden in:Abschrecken und Anlassen-Bearbeiten Kerb-Kerb Hochfrequenz-Abschrecken-Bearbeiten Innengewinde, können die technischen Anforderungen erfüllt und die Verformung der Teile reduziert werden.
3. Alterungsbehandlung
Der Zweck der Alterungsbehandlung besteht darin, innere Spannungen zu beseitigen und die Verformung des Werkstücks zu verringern. Die Alterungsbehandlung wird in drei Kategorien unterteilt:natürliche Alterung, künstliche Alterung und Kältebehandlung. Die Alterungsbehandlung wird im Allgemeinen nach der Grobbearbeitung und vor der Endbearbeitung angeordnet. Für Teile mit höheren Präzisionsanforderungen kann nach dem Vorschlichten eine Alterungsbehandlung angeordnet werden. Die eiskalte Behandlung wird im Allgemeinen nach der Anlassbehandlung oder nach der Veredelung oder am Ende des Prozesses angeordnet.
4. Oberflächenbehandlung
Für den Oberflächenkorrosionsschutz oder die Oberflächendekoration muss die Oberfläche manchmal beschichtet oder brüniert werden. Diese Oberflächenbehandlung wird normalerweise am Ende des Prozesses angeordnet.
Das Obige ist der relevante Inhalt der Präzisionsbearbeitung und der Anordnung des Ortes des Wärmebehandlungsprozesses. Ich hoffe, er kann Ihnen hilfreich sein.
Herstellungsprozess
- Funktionsweise des CMC-Prozesses
- Metallurgische Prinzipien bei der Wärmebehandlung von Stählen
- Die verschiedenen Präzisionsbearbeitungstechnologien
- NADCAP-Zertifizierung und ihre Anwendung auf die Präzisionsbearbeitungsindustrie
- Wärmebehandlung von präzisionsgefertigten Teilen
- Verstehen, wie der Scherprozess durchgeführt wird
- Lösungsglühen, Glühen, Nitrieren verstehen
- Wärmebehandlungsprozess von Stahl
- 3 Stufen des Wärmebehandlungsprozesses
- Präzisions-CNC-Bearbeitung – Die Schritte