


Fanuc G75 Einstechzyklus CNC-Programmbeispiel
Ich habe über Fanuc G75 Grooving Cycle gepostet. Der Fanuc G75 Einstechzyklus hat mehrere Parameter, die nach Ihren Bedürfnissen eingestellt werden können. In diesem Beitrag finden Sie ein CNC-Programmbeispiel für den G75-Fanuc-Stechzyklus. Obwohl es sich um ein einfaches CNC-Programmbeispiel zum Nuten handelt, kann dieses CNC-Programm leicht an Ihre Bedürfnisse angepasst werden.
Derfanuc G75 Einstechzyklus wird in diesem Artikel Fanuc G75 Grooving Cycle kurz beschrieben, daher hier das CNC-Programmbeispiel und einige Erläuterungen zum CNC-Programm.
CNC-Programmierbeispiel des Fanuc G75 Einstechzyklus
Fanuc G75 Einstechzyklus CNC-Programmbeispiel
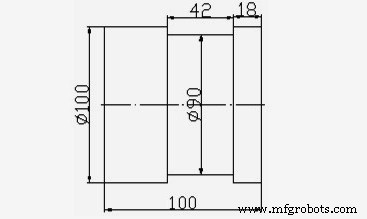
N10 T0202 N20 G92 S500 M42 N30 G97 S400 M03 N40 G00 X110 Z0 M08 N50 G01 Z-22 F0.5 N60 G75 R1 N70 G75 X90 Z-60 P2000 Q3000 R0 F0.1 N80 G00 X120 Z100 N90 M30
Hinweis:Das Nutwerkzeug ist 4 mm breit, also habe ich bei z-22 angefangen.
Jedes Mal, wenn das Einstechwerkzeug 2 mm (P2000) in der X-Achse schneidet, zieht es sich um 1 mm zurück (Einstechen, erstes R1)
Nachdem eine Rille in der x-Achse abgeschlossen ist, wird die nächste Rille gestartet, indem das Rillwerkzeug um 3 mm (Q3000) in der z-Achse bewegt wird, und es wird es wiederholen.
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC Fanuc G75 Einstechzyklus
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G75 Einstechzyklus, einzeiliges Format