


Einstechen von Komponenten zum Abstechen mit dem CNC-Drehmaschinenprogramm G75-Zyklus
Einreichen durch:Vikram
Zusammenfassung
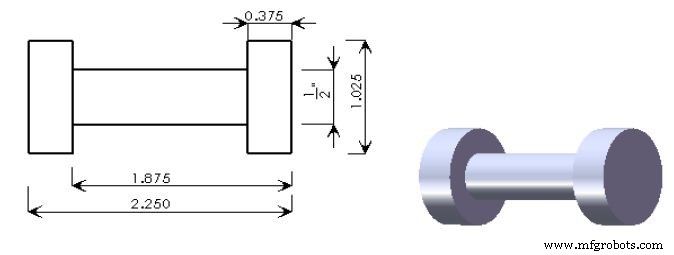
CNC-Drehprogramm, das eine lange Nut in der X-Achse mit dem G75-Nutzyklus bearbeitet und dann dieselbe Komponente mit dem G75-Nutzyklus zerteilt.
Zeichnung/Bild
CNC-Programm
G90 G20 G18 G55; T0400 M06; S2000 M03; G00 Z0.0; X1.200; G01 X1.150 F3; G71 U0.020 R0.010; G71 P2 Q3 ; N2 G01 X1.025; Z-2.420; N3 X1.150; G28 X0.0; G28 Z0.0; T0200 M06; G57; G00 Z-0.500; X1.300; G01 X 1.025 F1.5 S1000; G75 R0.010; G75X 0.500 Z-1.875 P 0.020 Q0.100 R-0.0001 F1.5; G00 X1.2; Z-2.375; G01 X1.025; G75 R0.010; G75 X 0.0 P0.020 R-0.0001 ; G28 X0.0; G28 Z0.0; M30;
Konturdrehen mit G72 Plandrehzyklus CNC-Drehmaschinen-Beispielprogramm
Fanuc-Drehbank-Benutzerdefiniertes Makro für Tiefenbohren
CNC-Maschine
- Drehmaschine mit CNC
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 Einstechzyklus
- Fanuc G75 Einstechzyklus, einzeiliges Format
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC G81 Bohrzyklus-Programmbeispiel
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- CNC-Beispielprogramm für G84-Gewindebohrzyklus