


Beispielprogramm für G90-Drehzyklen Fanuc 0-TC
Fanuc G90 Drehzyklus
Der Fanuc G90-Drehzyklus wird für einfaches Drehen verwendet, es sind jedoch mehrere Durchgänge möglich, indem die X-Achsenposition zusätzlicher Durchgänge angegeben wird.
Genannt mit vielen Namen wie – Fanuc G90 Außendurchmesser/Innendurchmesser-Schneidzyklus oder G90 Gerader Schneidzyklus
Programmierformat
G90 X... Z...
ODER
G90 U... W...
X – Zu schneidender Durchmesser.
Z – Endpunkt auf der Z-Achse.
U – Inkrementaler Abstand der X-Achse zum Ziel.
W – Inkrementeller Abstand der Z-Achse zum Ziel.
G90-Tutorials
G90 Drehzyklus
G90 Kegeldrehen
G90-Beispiele
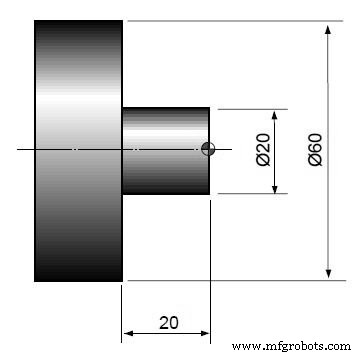
G90 Beispiel Drehzyklus
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z3.0 T0101 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
Beispiel 2
Gleiches Programm mit zusätzlichem Facing &60dia turnen
N10 G50 S2000 G96 S180 M03 T0100 G00 X65.0 Z0 T0101 G01 X-1.6 F0.2 G00 X60.0 Z1.0 G01 Z-40.0 F0.25 G00 U1.0 Z1.0 G90 X55.0 Z-20.0 F0.25 X50.0 X45.0 X40.0 X35.0 X30.0 X25.0 X20.5 X20.0 G00 X200.0 Z200.0 T0100 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G90-Drehzyklus
- Haas G71-Beispielprogramm
- CNC G81 Bohrzyklus-Programmbeispiel