


Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
Hier ist ein CNC-Programmierbeispiel für einfaches Bohren auf einer CNC-Drehmaschine. Die CNC-Fanuc-Steuerung verfügt über einen sehr leistungsstarken und vielseitigen Lochbohrzyklus (Fanuc G74), der uns viele unerwünschte Aufgaben abnimmt. Obwohl der Fanuc G74-Peck-Bohrzyklus für die Fanuc-CNC-Steuerung auf verschiedene Arten verwendet werden kann, führt dieses CNC-Programmierbeispiel nur ein einfaches Peck-Bohren durch. Eine Sache für Neulinge im CNC-Bereich ist, dass wir eine Komponente einfach bohren können, indem wir einfach einen Feed mit G01 geben.
N10 G00 X0 Z10 N20 G01 Z-30 F0.2 N30 G01 Z10 F1
Wenn wir mit der oben genannten Methode bohren können, warum verwenden Sie einen Peck-Bohrzyklus. Tatsächlich bietet uns Tieflochbohren (Fanuc G74) einige versteckte Vorteile wie
- Längere Lebensdauer des Bohrers
- Korrekter Spanbruch
- Richtige Spanabfuhr
- Verhindert das Erhitzen der Komponente
- Reibungsfreies Bohren
- Einfach zu programmieren
Einfaches CNC-Drehbohren mit Fanuc G74 Peck Drilling Cycle
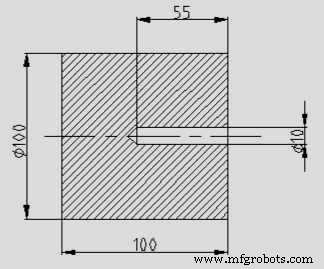
N10 T5 N20 G97 S500 M03 N30 G00 X0 Z2 N40 G74 R1 N50 G74 Z-60 Q30000 F0.1 N60 G00 X100 Z100 N70 M30Der obige CNC-Programmcode zeigt, dass das Werkzeug Nr. 5, bei dem es sich um einen Bohrer handelt, das Bauteil mit dem Tiefbohrzyklus G74 bohrt. Das R im ersten Block zeigt den Betrag (1 mm) an, den der Bohrer zurückbekommt, nachdem er jeweils 30 mm gebohrt hat Zeit.
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- Mehrfachstart-Gewinde mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Beispiel für einen G83-Peck-Bohrzyklus
- G83 Tieflochbohrzyklus (Tiefloch) für Haas CNC