


Fanuc G84 Gewindebohrzyklus
Der G84-Gewindeschneidzyklus führt einen Gewindeschneidvorgang durch. Das Gewindebohren wird durch Drehen der Spindel im Uhrzeigersinn durchgeführt. Wenn der Boden des Lochs erreicht ist, wird die Spindel zum Zurückziehen in die entgegengesetzte Richtung gedreht. Diese ganze Operation erzeugt Threads.
Syntax
G84 X... Y... Z... R... P... F... K...
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Gewindebohren von der R-Ebene zur Z-Tiefe. |
| R | Position der R-Ebene. |
| P | Verweilzeit. |
| K | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Einmal im Programm G84 gegeben, wird der Gewindebohrzyklus bei jeder Achsbewegung wiederholt, bis G80 im Programm gegeben wird, um den Gewindebohrzyklus zu beenden.
Notizen
Die Vorschubkorrektur wird während des Gewindebohrens ignoriert.
Vorschubhalt hält die Maschine nicht an, bis der Rücklaufvorgang abgeschlossen ist.
Verwendung
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G84 X60 Y28 Z-17 P300 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Arbeiten
Kurze Beschreibung der Funktionsweise des G84-Gewindebohrzyklus,
G84 Gewindebohrzyklus funktioniert
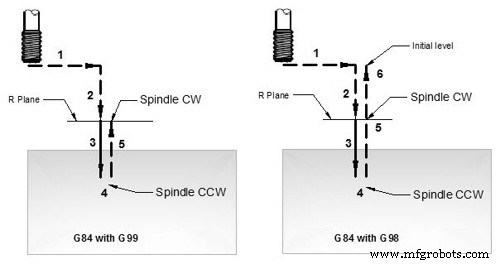
0- Spindeldrehbefehl im Uhrzeigersinn (M03) muss im Teileprogramm gegeben werden.
1- Eilgang zur X-, Y-Position (Vorbohrlochposition).
2- Eilgang zur R-Ebene .
3- Der Gewindeschneidvorgang wird bis zur Z-Tiefe durchgeführt (mit Gewindevorschub, der mit G84 angegeben wird).
4-1- Verweilzeit für die mit P festgelegte Zeit
4-2- Spindel wird gegen den Uhrzeigersinn gedreht
5- Der Gewindebohrer wird mit dem angegebenen Vorschub zurückgezogen.
In der R-Ebene wird die Spindel im Uhrzeigersinn gedreht.
Wenn G99 angegeben ist, endet das Gewindebohren für dieses Loch hier,
6- wenn G98 wird im Programm gegeben, dann wird der Hahn auf die Anfangsebene verschoben.
G98 G99 Modi
Nach Abschluss des Gewindebohrens kann die Rückholhöhe mit G98 oder G99 gesteuert werden.
G98 Tap kehrt zur Anfangsebene zurück
G99 Tap kehrt zur R-Ebene zurück.
G98, G99 können während des G84-Gewindebohrzyklus mehrmals verwendet werden.
Bohren wiederholen
G84-Gewindebohrzyklus kann mehrfach wiederholt werden, wenn K-Wert gegeben ist.
Arbeitsbeispiel siehe Bohrzyklus G81.
Arbeitsbeispiel
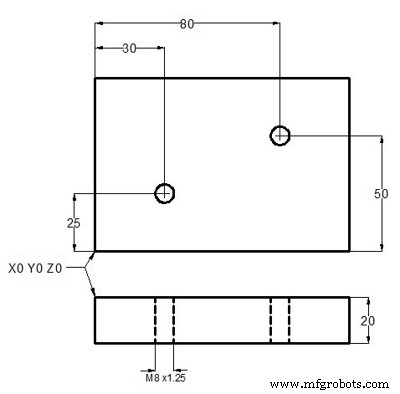
Beispiel für einen G84-Gewindebohrzyklus
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S100 M03 N40 G43 H01 Z5 M08 N50 G84 Z-20 R2 F1.25 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus, einzeiliges Format
- Fanuc-G-Code-Liste
- ECS G84 Gewindebohrzyklus