


Fanuc G86 Bohrzyklus
Der Bohrzyklus G86 wird zum Bohren eines Lochs verwendet.
Syntax
G86 X... Y... Z... R... F... K...
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Gewindebohren von der R-Ebene zur Z-Tiefe. |
| R | Position der R-Ebene. |
| K | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Der einmal im Programm G86 eingegebene Bohrzyklus wird bei jeder Achsbewegung wiederholt, bis G80 im Programm angegeben wird, um diesen Zyklus zu beenden.
Verwendung
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G86 X60 Y28 Z-15 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Arbeiten
Kurze Beschreibung der Funktionsweise des Bohrzyklus G86,
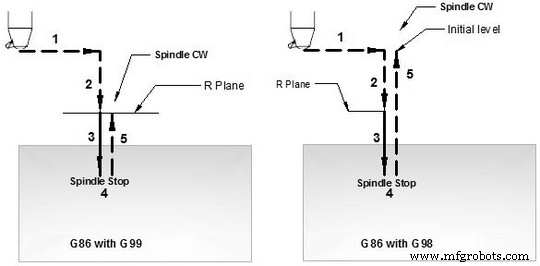
G86 Bohrzyklus arbeitet
1- Eilgang auf X-, Y-Position.
2- Eilgang auf R-Ebene.
3- Bohren mit Vorschub von R-Ebene auf Z-Tiefe.
4- Spindelstopp bei Bohrungsgrund.
5-1- Eilgang zur R-Ebene (G99) oder Anfangsebene (G98)
5-2- Spindelstart im Uhrzeigersinn
G98 G99 Modi
Wie sich der G86-Bohrzyklus im G98- oder G99-Modus verhält,
G98-Bohrwerkzeug kehrt zur Anfangsebene zurück
G99-Bohrwerkzeug kehrt zur R-Ebene zurück.
Ein Arbeitsbeispiel finden Sie unter Bohrzyklus G81.
Bohren wiederholen
Wenn der K-Parameterwert mit G86-Bohrzyklus angegeben wird, wird das Bohren so oft wiederholt, wie mit K angegeben. Siehe G81-Bohrzyklus-Beispiel.
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus, einzeiliges Format
- Fanuc-G-Code-Liste
- ECS G86 Bohren mit Spindelstopp-Zyklus
- ECS G85 Bohrzyklus