


Einfaches Drehen eines Bauteils mit Fanuc G90 Drehzyklus
Einreichen durch:CNC-Programmierer
Zeichnung/Bild
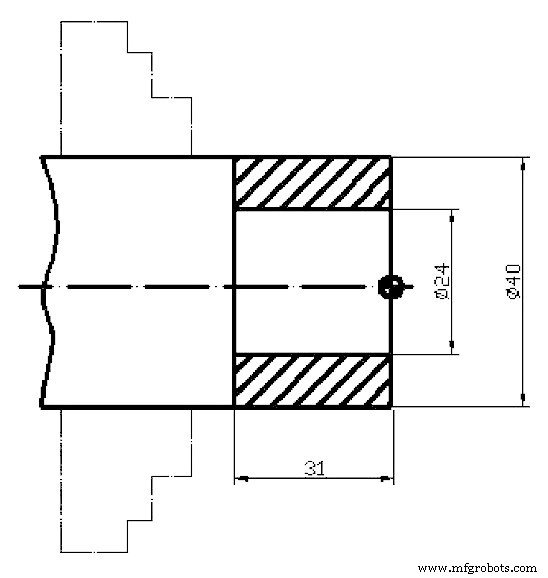
CNC-Programm
O1233 T0101 M03 S1200 G00 X42 Z1 G90 X38 Z-31 F0.1 X34 X30 X26 X24 G00 X100 Z100 M30
CNC-G-Codes der Serie 10 von Osai – Fräsen und Schleifen
Wie man ein Bauteil auf einer CNC-Drehmaschine mit dem Fanuc G94 Plandrehzyklus planstellt
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- Mehrfachstart-Gewinde mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G92 Gewindeschneidzyklus
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode