


Gewindereparatur mit intuitivem Programmiersystem auf CNC-Drehmaschine von Haas
Haas Intuitive Programming System (IPS) hat eine Funktion namens Thread-Reparatur.
Gewindereparatur mit Haas Intuitive Programming System
Mit der Thread-Reparaturfunktion des intuitiven Programmiersystems von Haas können Sie reparieren
- Außengewinde (Außengewindereparatur)
- Innengewinde (ID-Gewindereparatur)
Gewindeschneiden – Außengewindereparatur
Dieser Modus dient zum Reparieren von Gewinden mit Außendurchmesser in mehreren Durchgängen.
Threading – Reparatur von ID-Threads
Dieser Modus dient zum Reparieren von Gewinden mit Innendurchmesser in mehreren Durchgängen.
OD-Thread-Reparatur mit dem intuitiven Programmiersystem von Haas
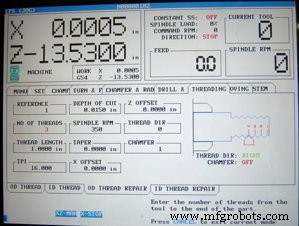
Um auf die Thread-Reparaturfunktion zuzugreifen, navigieren Sie zum Tab „Thread“ und wählen Sie „OD Thread Repair“ aus.
Gewindereparatur mit intuitivem Programmiersystem auf Haas CNC-Drehmaschine
Sie stellen die Referenzposition ein, indem Sie das Gewindewerkzeug an das Gewinde heranführen und die Taste X DIA MEAS drücken.
Sobald die Referenz eingerichtet ist, füllen Sie die Seite mit den Informationen aus und befolgen Sie die Anweisungen auf dem Bildschirm.
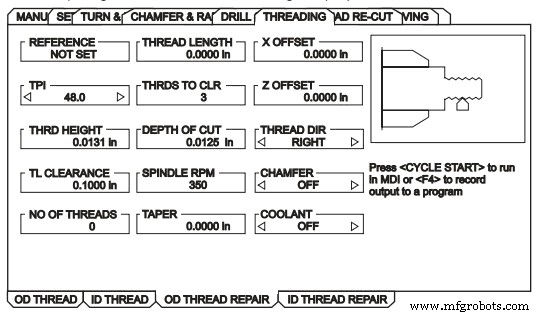
Hier ist die Erläuterung der Felder für die Seite zur Reparatur von Außengewinden,
TPI – Geben Sie die Anzahl der Gewindegänge pro Zoll (oder Gewindegänge pro Millimeter) ein.
Anzahl der Gewindegänge – Geben Sie die Anzahl der Gewindegänge vom Werkzeug bis zum Ende des Teils ein.
Gewindelänge – Geben Sie die Länge von ein Gewindeanteil des Teils.
Schnitttiefe – Geben Sie die Menge an Material ein, die bei jedem Durchgang entfernt werden soll.
Spindeldrehzahl – Geben Sie die Spindeldrehzahl ein.
Kegel – Geben Sie einen positiven Wert für ein Gewindekonus pro ft.
X-Offset – Geben Sie nur einen Wert ein, wenn geringfügige Anpassungen in der X-Achse erforderlich sind.
Z-Offset – Geben Sie nur einen Wert ein, wenn geringfügige Anpassungen in der Z-Achse erforderlich sind.
Gewinderichtung – Geben Sie „0“ für Rechtsgewinde oder „1“ für Linksgewinde ein.
Fase – „0“ aktiviert die Fase am Ende des Gewindes. „1“ schaltet die Fase am Gewindeende aus.
Kühlmittel – „ON“ schaltet das Maschinenkühlmittel ein. ‘OFF’ schaltet das Maschinenkühlmittel aus.
Intuitives Programmiersystem Walk-Through für Drehmaschinen herunterladen
Die Gewindereparatur und andere Vorgänge des intuitiven Programmiersystems werden kurz in „Intuitives Programmiersystem – Walk-Through for Lathes“ erklärt, das von der Haas CNC-Website heruntergeladen werden kann.
Download – Intuitive Programming System Walk-through for Lathes ( PDF-Datei)
CNC-Maschine
- Drehmaschine mit CNC
- CNC-Drehmaschine mit hydrostatischem Linearführungssystem
- Was ist eine Linearweg-CNC-Drehmaschine?
- 5 häufige Fehler mit einer CNC-Drehmaschine
- Drehmaschinen-CNC-Programmierbeispiel
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Haas CNC-Drehmaschinen-Handbuch kostenloser Download
- Werkzeugversatz in CNC-Drehmaschine mit Fanuc-Steuerung
- Tieflochbohren mit Spanbrechen oder Tiefbohren auf Haas CNC
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel