


CNC Fanuc G72 Festzyklus Plandrehen
Fanuc G72 Plandrehzyklus
Wenn Sie einige Zeit an CNC-Maschinen mit Fanuc-Steuerung in einer CNC-Maschinenwerkstatt verbracht haben, haben Sie sicherlich G72 Canned Cycle Facing verwendet und CNC-Drehzyklus G71.
Weil CNC-Zyklenprogrammierung in fanuc cnc control einfach ist.
Warum verwenden wir CNC-Zyklen Lesen Sie die Vor- und Nachteile von CNC-Programmierzyklen. In diesem Beitrag werde ich die Verwendung und Programmierung des G72 Canned Cycle Facing erläutern auf Fanuc CNC-Steuerung.
Für Fanuc G71-Drehzyklen lesen Sie diesen Artikel über G71.
Die CNC-Steuerung von Fanuc ist weit verbreitet und aufgrund ihrer einfachen Programmierung und Langlebigkeit zweifellos eine der beliebtesten CNC-Steuerungen von CNC-Programmierern.
Programmierung
G72 W R G72 P Q U W
Parameter
Erster Block
| Parameter | Beschreibung |
|---|---|
| W | Schnitttiefe. |
| R | Rückgabewert nach Abschluss eines Schnitts. |
Zweiter Block
| Parameter | Beschreibung |
|---|---|
| P | Startblocknummer der Kontur. |
| Q | Endblocknummer der Kontur. |
| U | Schlichtaufmaß in x-Achse. |
| W | Schlichtaufmaß in z-Achse. |
| S | Spindeldrehzahl während des G71-Zyklus. |
| F | Vorschub (überschreibt die Vorschübe zwischen P-Block und Q-Block) |
| S | Spindelgeschwindigkeit (setzt die zwischen P-Block und Q-Block angegebene Spindelgeschwindigkeit außer Kraft) |
Notizen
P &Q – Die CNC-Programmsätze zwischen der P-Satznummer und der Q-Satznummer werden wiederholt, bis das Endmaß nicht erreicht wird.
F (Vorschub) – Der Vorteil der Verwendung von F (Vorschub) im zweiten G72-Satz besteht darin, dass die Maschine während des Plandrehzyklus diesen Vorschub verwendet und alle Vorschübe ignoriert, die zwischen dem P-Satz- und dem Q-Satz-Programm angegeben sind.
Die zwischen dem P-Block- und Q-Block-Programm angegebene Vorschubgeschwindigkeit wird nur verwendet, wenn Sie G70 Schlichtzyklus später im Programm mit denselben P-Block- und Q-Block-Nummern aufrufen Möglichkeit, unterschiedliche Vorschübe für „Planschruppschnitt“ und „Endschlichtschnitt“ beizubehalten.
S (Spindelgeschwindigkeit) – funktioniert auf die gleiche Weise, um unterschiedliche Geschwindigkeiten für Schruppschnitte und Schlichtschnitte beizubehalten.
Fanuc G72 Plandrehzyklus Beispiel
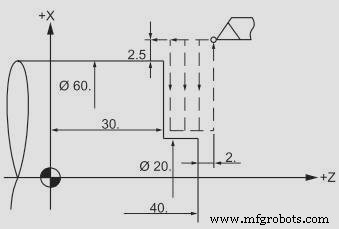
CNC Fanuc G72 Festzyklus Plandrehen
N5 G00 X65 Z42 N6 G72 W2 R2 N7 G72 P8 Q9 U0 W0 F0.3 N8 G00 Z30 N9 G01 X20
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- G72 Facing Cycle Einzeiliges Format für Fanuc 10T 11T 15T