


CNC-Fräsunterprogramm Beispiel für das Verbinden mehrerer Bögen G02 G03 G41
CNC-Fräsprogramm, um zu beschreiben, wie zwei oder mehr Radien in einem CNC-Fräsprogramm miteinander verbunden werden können.
Beispiel für ein Unterprogramm CNC-Fräsen
CNC-Teileprogramm
N10 T1 H1 M6 G43 M3 N20 F150 S250 N30 G0 X-21 Y50 Z0.5 N40 G0 Z0 N50 M98 P040050 N60 G49 N70 G0 Z50 N80 M30
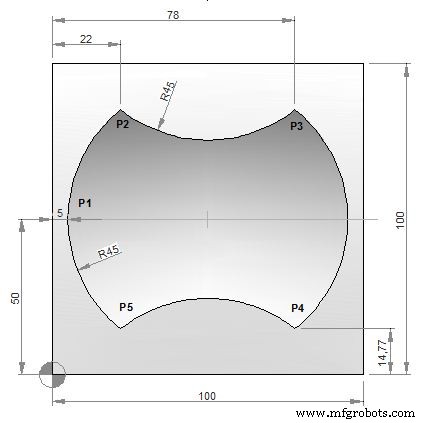
Unterprogramm
O0050 N10 F160 S400 N20 G0 Z-2.5 G91 N30 G1 G90 X5 Y50 G41 (P1) N40 G2 X22 Y85.23 I45 J0 (P2) N50 G3 X78 Y85.23 R45 (P3) N60 G2 X78 Y14.77 R45 (P4) N70 G3 X22 Y14.77 R45 (P5) N80 G2 X5 Y50 R45 (P1) N90 G0 G40 X-21 N100 M99
Erklärung der G M S T-Codes
| Code | Beschreibung |
|---|---|
| G00 | Eilgang |
| G01 | Lineare Interpolation |
| G02 | Kreisinterpolation CW |
| G03 | Kreisinterpolation CCW |
| G40 | Fräserkompensation abbrechen |
| G41 | Schneidenradiuskompensation links |
| G43 | Werkzeuglängenkompensation + Richtung |
| G49 | Abbrechen der Werkzeuglängenkompensation |
| G90 | Absoluter Befehl |
| G91 | Increment-Befehl |
| M03 | Spindelstart vorwärts im Uhrzeigersinn |
| M06 | Werkzeugwechsel |
| M30 | Programmende (Reset) |
| M98 | Unterprogrammaufruf |
| M99 | Ende des Unterprogramms |
| T | Werkzeug |
| S | Geschwindigkeit |
| F | Feed |
CNC-Maschine
- CNC-Programmbeispiel G03 Kreisinterpolation
- G02 G03 Beispielprogramm für Kreisinterpolation mit G-Code
- CNC-Kreisinterpolations-Tutorial G02 G03
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- CNC-Fräsen Kreisinterpolation G02 G03 G-Code-Programmbeispiel
- Beispiel für ein Fanuc-Unterprogramm
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- CNC-Fräskontur-Pecking – Fanuc-Unterprogramm-Wiederholungsbeispiel
- CNC-Bogenprogrammierung G02 G03 Beispiel
- Füllen Sie die leere CNC-Programmierübung Mehrere Bögen