


Fanuc G76 Feinbohrzyklus – CNC-Fräse
Fanuc G76 Feinbohrzyklus
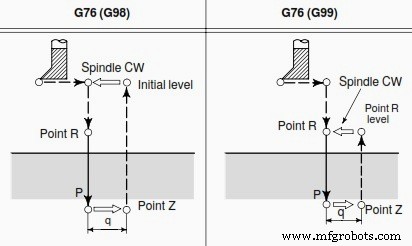
Fanuc G76 Fine Boring Cycle bohrt ein Loch präzise. Wenn der Bohrungsgrund erreicht ist, stoppt die Spindel und das Werkzeug wird von der bearbeiteten Oberfläche des Werkstücks weggefahren und zurückgezogen. Der Fanuc G76 Feinbohrzyklus wird auch als Fanuc G76 Feinbohrzyklus bezeichnet.
Programmierung
G76 X Y Z R Q P F K
Parameter
| Parameter | Beschreibung |
|---|---|
| X Y | Lochpositionsdaten |
| Z | Absolute Lochtiefenposition |
| R | Position der R-Ebene |
| Q | Verschiebungsbetrag am Boden eines Lochs |
| P | Verweilzeit am Boden eines Lochs |
| F | Schnittvorschub |
| K | Anzahl der Wiederholungen (falls erforderlich) |
Betrieb
Wenn der Boden des Lochs erreicht ist, wird die Spindel an der festen Rotationsposition angehalten und das Werkzeug in die entgegengesetzte Richtung zur Werkzeugspitze bewegt und zurückgezogen. Dadurch wird sichergestellt, dass die bearbeitete Oberfläche nicht beschädigt wird, und es wird ein präzises und effizientes Bohren ermöglicht.
Achten Sie darauf, einen positiven Wert in Q anzugeben. Wenn Q mit einem negativen Wert angegeben wird, wird das Vorzeichen ignoriert. Stellen Sie die Richtung der Verschiebung in Bit 4 und 5 von Parameter 5101 ein.
Bit 5 Bit 4 = Shift 00 X+ 01 X- 10 Y+ 11 Y-
Beispielprogramm
M3 S500 G90 G99 G76 X300. Y–250. Z–150. R–120. Q5. P1000 F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G72 Festzyklus Plandrehen
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- Fanuc G76 Gewindezyklus für Dummies
- Mehrfachstart-Gewinde mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G92 Gewindeschneidzyklus