


Okuma G76 Feinbohrzyklus
Okuma G76 Feinbohrzyklus
G76 Feinbohrzyklus
Programmierung
G76 X__Y__Z__R__Q__(I__J__) P__F__
Parameter
| Parameter | Beschreibung |
|---|---|
| X,Y | Koordinatenwerte der Lochposition |
| Z | Untere Ebene des Lochs |
| R | Punkt R-Ebene |
| Q | Verschiebungsbetrag (Siehe Erklärung unten.) |
| I,J | Verschiebungsbetrag (Siehe Erklärung unten.) |
| P | Verweilzeit am Lochboden |
| F | Vorschub |
Bearbeitungsreihenfolge
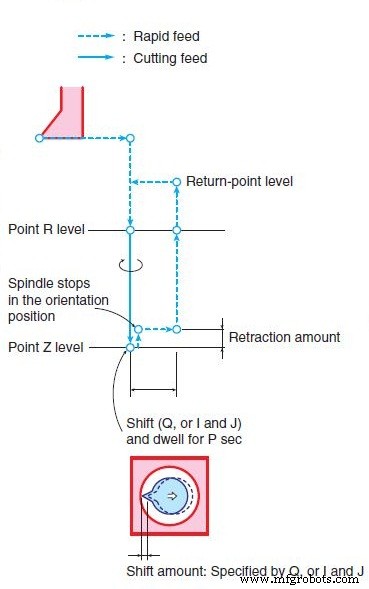
(1) Positionieren entlang der X- und Y-Achse im Eilgang
(2) Positionieren bis zur Ebene des Punktes R im Eilgang
(3) Bohren bis zur Ebene des Punktes Z an der vorgegebenen Schnittkante Vorschub bei in Vorwärtsrichtung drehender Spindel
(4) Verweilen auf der Z-Ebene für P Sekunden, Zurückziehen um den Betrag, der unter VERSCHIEBUNG VON RICHTUNG UND ACHSE IN G76, G87 des optionalen NC-Parameters (FESTZYKLUS) eingestellt ist, dann Spindelstopp in Orientierungsposition. Danach verschiebt sich das Werkzeug um den Verschiebungsbetrag Q in die Richtung, in der sich der Werkzeugeinsatz von der bearbeiteten Werkstückinnenfläche wegbewegt.
(5) Rückkehr zur Rückkehrpunktebene mit Eilganggeschwindigkeit
( 6) Das Werkzeug verschiebt sich um den Verschiebungsbetrag Q in Bitrichtung zurück, dann beginnt die Spindel, sich im Uhrzeigersinn zu drehen.
Einzelheiten
Rückzugsbetrag auf der Z-Ebene
Der Betrag, um den die Z-Achse von der Z-Ebene nach oben zurückgezogen wird, wird unter SCHIEBERICHTUNG UND ACHSE IN G76, G87 des optionalen NC-Parameters (FESTZYKLUS) eingestellt.
Verschiebungsbetrag
ein . Q wird verwendet, um den Verschiebungsbetrag anzugeben, wenn die Zyklusachse als Z-Achse durch die Einstellung bei SCHIEBERICHTUNG UND ACHSE IN G76, G87 des optionalen NC-Parameters (FESTER ZYKLUS) festgelegt ist. Der eingestellte Wert muss immer positiv sein. Die Richtung für die Verschiebungsbewegung, +X, -X, +Y oder -Y, sollte vorher mit einem Parameter eingestellt werden. Beachten Sie, dass ein Q-Wert modale Daten sind und die Adresse Q auch in den G73- und G83-Zyklen verwendet wird. Ein Q-Wert hat Vorrang vor I- und J-Werten.
b . I und J werden verwendet, um den Verschiebungsbetrag anzugeben, wenn die Ebene mit G17, G18 oder G19 ausgewählt wird. Die Beziehung zwischen dem G-Code zur Auswahl der Ebene und den zu verwendenden Adressen ist unten dargestellt.
G17 I, J
G18 K, I
G19 J, K
Für Adressen I, J und K, alle Werte werden als inkrementelle Werte gesetzt. Die Verschiebungsrichtung wird immer im Maschinenkoordinatensystem definiert.
c . Wenn der Verschiebungsbetrag nicht durch Q oder I und J angegeben wird, tritt ein Alarm auf.
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Steuern des Gewindezustellwinkels mit dem Fanuc G76-Gewindezyklus
- Fanuc G76 Gewindezyklus für Dummies
- Mehrfachstart-Gewinde mit dem Fanuc G76-Gewindezyklus
- Mach3 Turn G76 Festzyklus zum Gewindeschneiden
- ECS G89 Aufbohren mit Verweilzyklus
- ECS G87 Aufbohren mit Rückzugszyklus
- ECS G86 Bohren mit Spindelstopp-Zyklus
- ECS G85 Bohrzyklus