


G86-Bohrzyklus – Fanuc-Fräsprogrammierung
G86 Bohrzyklus
Der Fanuc G86-Bohrzyklus wird zum Bohren des Lochs/der Löcher verwendet.
Das Werkzeug fährt mit Vorschub zum Boden des Lochs und zieht sich dann mit Eilgang aus dem Loch zurück.
G86 Bohrzyklusformat
G86 X Y Z R F K
Parameter
X Y – Bohrpositionsdaten.
Z – Bohrtiefe (absolut).
R – Werkzeugstartposition über dem Loch.
F – Schnittvorschubgeschwindigkeit.
K – Anzahl der Wiederholungen (falls erforderlich).
G86 Bohrzyklus
G86 Bohrzyklusbetrieb
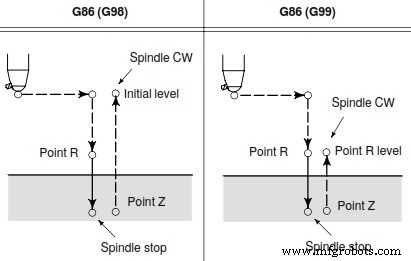
1 – Nach dem Positionieren entlang der X– und Y–Achse wird im Eilgang zum Punkt R gefahren.
2 – Bohren wird vom Punkt R zum Punkt Z durchgeführt.
3 – Wenn die Spindel am Bohrungsgrund wird das Werkzeug im Eilgang zurückgezogen.
Werkzeugrückkehrposition
Die Rückkehrebene ist abhängig von den G-Codes G98, G99.
Wenn G98 mit dem Bohrzyklus G86 angegeben ist, kehrt das Werkzeug zur Anfangsebene zurück.
Wenn G99 angegeben ist, kehrt das Werkzeug zu R zurück Stufe.
Beispiel für ein G86-Bohrzyklusprogramm
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- CNC Fanuc G75 Einstechzyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G78-Gewindezyklus – Fanuc-Drehmaschinenprogrammierung
- Hurco Mill G-Codeliste
- Fanuc-Unterprogrammierung
- Fanuc-G-Code-Liste
- ECS G86 Bohren mit Spindelstopp-Zyklus