


Fanuc G87 Radial-/Seitenbohrzyklus-Programmierbeispiel
Fanuc G87 Radialbohrzyklus
Fanuc G87 Radial Drilling Cycle aktiviert den seitlichen Radialbohrzyklus mit angetriebenen Werkzeugen.
G87 Radialbohrzyklus Beispiel
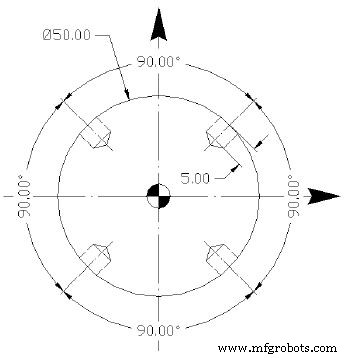
4 Radialbohrungen 20 mm vom Werkstücknullpunkt entfernt
N34 …(turning of component) N35 M37 N36 G28 C0 N37 T101 (RADIAL BIT) N38 G54 N39 M303 S2000 N40 G94 N41 G0 X55 Z5 N42 Z-20 M8 N43 C0 M20 N44 G87 X40 F100 N45 C90 M20 N46 C180 M20 N47 C270 M20 N48 G80 N49 G0 X200 Z200 M21 N50 M305 N51 M36 N52 G95 N53 M30
HINWEIS :M20/M21 zur Verwendung der Spindelbremse sind optional.
Fanuc G87 Seitenbohr-Festzyklus – CNC-Drehmaschine Fanuc Oi
Fanuc G87 Radialbohrzyklus – CNC-Drehmaschine Seitenbohren Fanuc 21i/18i/16i
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- CNC-Programmierbeispiel G92 Kegelgewindeschneidzyklus
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- G78-Gewindezyklus – Fanuc-Drehmaschinenprogrammierung