


CNC-Fräsprogrammierübung mit G91-Inkrementprogrammierung
Diese Übung zur CNC-Fräserprogrammierung gibt Ihnen eine bessere Vorstellung davon, wie Sie das Zeichnen verstehen und wie Sie die genauen Koordinaten jedes Zeichnungspunkts finden .
Dieses Programm ist für eine 4-Achsen-CNC-Fräse geschrieben, wobei die C-Achse für den Drehtisch verwendet wird.
3-Achsen-CNC-Fräse kann dieses Programm auch ausführen, entfernen Sie dazu einfach den Programmblock Nr. N15.
CNC-Fräsprogrammierübung
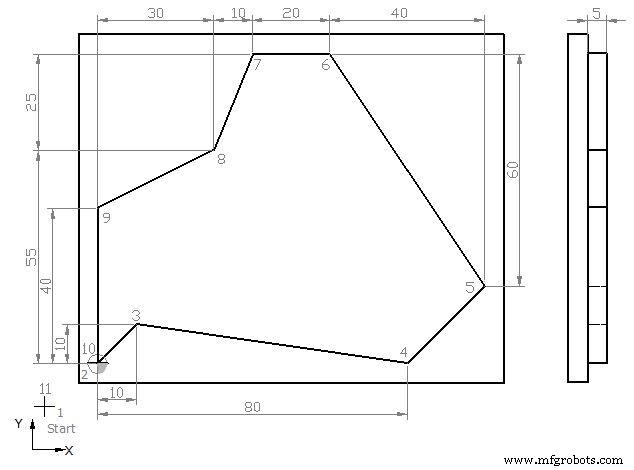
G91 CNC-Fräsübung zur inkrementellen Programmierung
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
Fertigteil
Nach Abschluss des Bearbeitungsprozesses sieht Ihr Job in der 3D-Ansicht so aus,
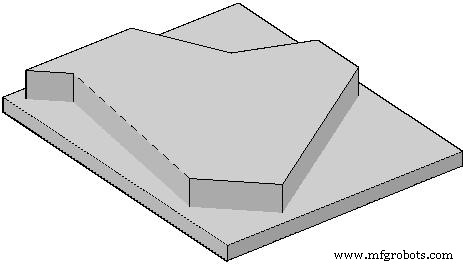
Fertig bearbeitetes Teil in 3D
Erklärung des CNC-G-Codes
G00 :Eilgang.
G54 :Nullpunktverschiebung Nr. 1.
G64 :Bahnbetrieb.
G90 :Maßsystem absolut.
G91 :Maßsystem inkremental.
G17 :Planauswahl X-Y.
G42 :Fräser Radiuskompensation aktiviert (Rechtsbewegung)
G40 :Fräserradiuskompensation deaktiviert
S :Spindeldrehzahl
F :Bewegungsvorschub der Achsen
M :Fräserbewegung (3=im Uhrzeigersinn , 4=links)
D :Werkzeug-Nr
CNC-Maschine
- CNC-Arc-Programmierübung
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- G71 Bolzenlochbogen – CNC-Fräsprogrammierung
- G70 Lochkreis – CNC-Fräsprogrammierung
- CNC-Fräskontur-Pecking – Fanuc-Unterprogramm-Wiederholungsbeispiel
- Hust CNC Mill G90 Absolute Koordinaten G91 Inkrementelle Koordinaten Beispiel
- Fanuc G85 Bohrzyklus – CNC-Fräsprogrammierung
- Füllen Sie die leere CNC-Programmierübung Mehrere Bögen
- Füllen Sie die leere CNC-Programmier-Fräsübung aus
- Füllen Sie die leere CNC-Programmierübung aus