


CNC-Drehübung mit G71-Drehzyklus
Einreichen durch:Vikram
Zusammenfassung
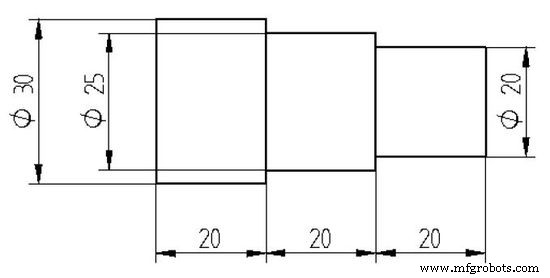
Schreiben Sie ein ISO-Programm für die schrittweise Drehbearbeitung der in der Abbildung gezeigten Komponente unter Verwendung von Festzyklen. Der Durchmesser des Werkstücks =30 mm
Zeichnung/Bild
CNC-Programm
N0 G90 F0.5 S1200 T0101 M03 N10 G00 X30 Z2 N11 G71 U0.5 R0.5 N12 G71 P30 Q80 U0.05 W0.05 N30 G01 X20 Z0 N40 G01 X20 Z-20 N50 G01 X25 Z-20 N60 G01 X25 Z-40 N70 G01 X30 Z-40 N80 G01 X30 Z-60 N100 G28 U0 W0 N110 M05 M30
CNC-Drehmaschinenprogramm Übung für Anfänger G71 Drehzyklus
CNC-Fräsprogramm Übung Seitenfräsen Bohren Schlitzfräsen
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G90-Drehzyklus
- G71 Schruppdrehzyklus Einzeiliges Format
- G20 Drehzyklus – CNC-Drehmaschine Fanuc 21 TB
- G71 Längsschruppzyklus Mazak CNC Basisprogrammierbeispiel
- Anilam G-Codes – 4200T CNC-Steuerungen zum Drehen
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung