


CNC-Unterprogrammbeispiel mit G91-Inkrementalmodus
Einreichen durch:Maschinist
Zeichnung/Bild
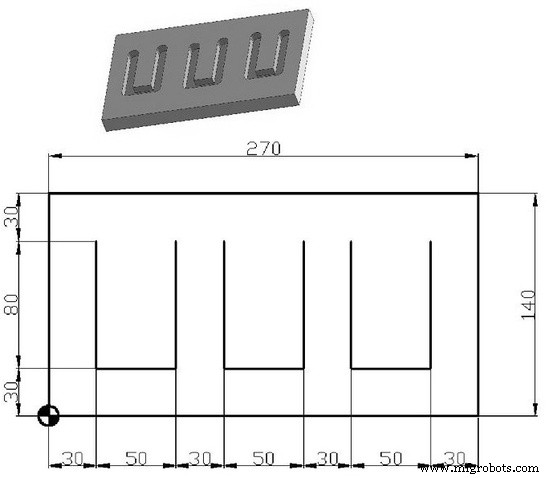
CNC-Programm
;Main Program O777 G91 G28 Z0 M06 T01 M03 S1200 G90 G54 G43 H1 G00 X30 Y110 Z2 M98 P030888 (call subprog O888 three times) G28 Z0 M30 ;Subprogram O888 G91 G01 Z-9 F200 Y-80 X50 Y80 G00 Z9 G00 X30 M99
Wie man ein Bauteil auf einer CNC-Drehmaschine mit dem Fanuc G94 Plandrehzyklus planstellt
D.Electron Z32 CNC-Alarme
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- CNC G81 Bohrzyklus-Programmbeispiel
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- G82 Bohr-Festzyklus mit Verweil-CNC-Fräsbeispielprogramm
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode