


Hust CNC Mill G90 Absolute Koordinaten G91 Inkrementelle Koordinaten Beispiel
Hust CNC einfaches grundlegendes G-Code-Programmbeispiel, das den Unterschied zwischen G90 Absolute Coordinate &G91 Incremental Coordinate zeigt.
Dieses Tutorial gilt auch für die meisten Fanuc-CNC-Steuerungen.
Dies ist eine gute Ressource für CNC-Maschinisten und CNC-Programmierer auf Anfängerniveau, um den Unterschied zwischen G90 und G91 zu verstehen.
Auf Hust CNC-Frässteuerungen
G90 G-Code wird für absolute Koordinaten verwendet
G91 G-Code wird für inkrementelle Koordinaten verwendet.
G90 Absolute Koordinate
Der Ursprung (Werkstücknullpunkt) ist die Referenz. Die Koordinaten aller Punkte, die die Form des Werkstücks (Maschinenteils) beschreiben, werden vom Ursprung aus berechnet.
G91 Inkrementelle Koordinate
Die Koordinaten aller Punkte, die die Form des Werkstücks (Maschinenteils) beschreiben, werden vom Endpunkt des vorherigen Satzes aus berechnet.
Hust CNC-Flexibilität
G90 Absolute Koordinate
Im G90-Absolutkoordinatenmodus
X wird für absolute Bewegungen der X-Achse verwendet.
Y wird für absolute Bewegungen der Y-Achse verwendet.
Z wird für absolute Bewegungen der Z-Achse verwendet.
Aber im G90-Absolutkoordinatenmodus können U, V, W für inkrementelle Bewegungsbefehle der Achse verwendet werden
U wird für inkrementelle Bewegungen der X-Achse verwendet.
V wird für inkrementelle Bewegungen der Y-Achse verwendet.
W wird für inkrementelle Bewegungen der Z-Achse verwendet.
Kurz gesagt, wenn Sie im G90-Absolutkoordinatenmodus arbeiten, können Sie, wenn Sie möchten, inkrementelle Bewegungen mit U, V, W ausführen. P>
G91 Inkrementale Koordinate
Im G91 Inkrementalkoordinatenmodus
X wird für inkrementelle Bewegungen der X-Achse verwendet.
Y wird für inkrementelle Bewegungen der Y-Achse verwendet.
Z wird für inkrementelle Bewegungen der Z-Achse verwendet
Im G91 Inkrementalkoordinatenmodus können U, V, W nicht verwendet werden.
CNC-Beispielprogramm
Hust CNC Mill G90 Absolute Koordinaten G91 Inkrementelle Koordinaten Beispiel
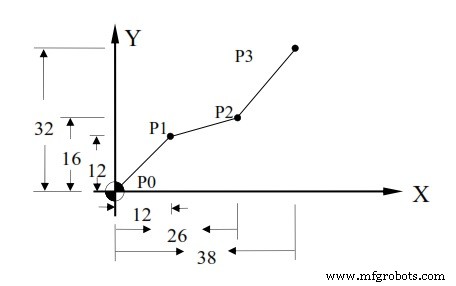
G90 Absolute Koordinate
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 Inkrementale Koordinate
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90 Absolute Koordinate
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Gemischte Nutzung
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
Oder
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
CNC-Maschine
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- Haas-CNC-Fräs-G-Codes
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- CNC-Fräskontur-Pecking – Fanuc-Unterprogramm-Wiederholungsbeispiel
- Neue CNC-Maschinisten ein grundlegendes CNC-Festzyklusbeispiel G90
- Programm Sinumerik Mill – Absolute Dimensionsbefehle G90 AC
- Absolute und inkrementelle Heidenhain Werkstückpositionen mit Beispiel