


CNC-Fräsprogramm Übung Seitenfräsen Bohren Schlitzfräsen
Einreichen durch:BEATA
Zusammenfassung
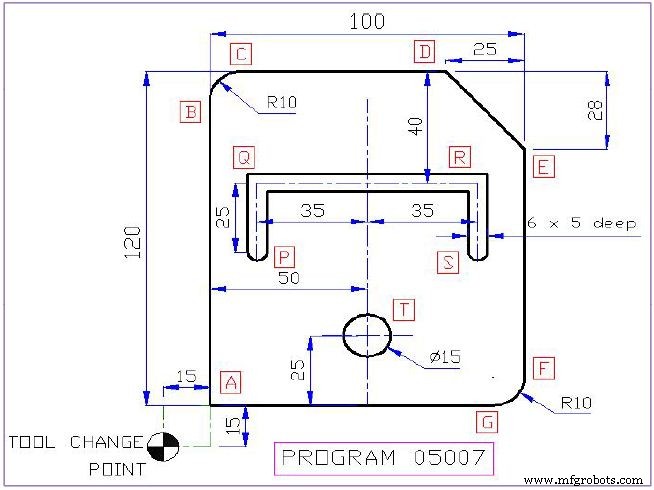
Q. Schreiben Sie ein CNC-Teileprogramm für die gezeigte Figur
Nehmen Sie zum Seitenfräsen eine Drehzahl von 1200 U/min und einen Vorschub von 100 mm/min
Nehmen Sie zum Bohren von Löchern eine Drehzahl von 1200 U/min und einen Vorschub von 80 mm/min
Nehmen Sie zum Schlitzfräsen eine Drehzahl von 1200 U/min und einen Vorschub von 120 mm/min
Nehmen Sie den Lochdurchmesser als 15 mm
Verwenden Sie das absolute Koordinatensystem.
Lösung:
Arbeitsablauf:
1 Bezugspunkt, Koordinatensystem, Werkzeug setzen, Vorschub- &Drehzahlwert vorgeben
2 Fräser für Radiuskorrektur Linksversatz setzen
3 Werkzeug auf A setzen, Spindel starten &runtergeben Vorschub (-Z-Richtung)
4 Weiterschneiden des Seitenfräsens und Stoppen der Spindel bei A
5 Werkzeug auf Referenzpunkt fahren und Werkzeug zum Schlitzfräsen einstellen
6 Werkzeug auf P fahren, starten die Spindel &Vorschub runter geben
7 Weiterfräsen von Nuten und Spindel bei S stoppen
8 Werkzeug auf Referenzpunkt fahren &Werkzeug zum Bohren einstellen
9 Werkzeug auf P fahren, starten Spindel &Volltiefenschnitt durchführen
10 Werkzeug nach oben fahren &Spindel stoppen.
11 Werkzeug am Referenzpunkt zurückbringen.
12 Programmende
Zeichnung/Bild
CNC-Programm
05007 N001 G71 G90 (Set dimension type mm, set absolute co-ordinate system) N002 G92 X-15.0 Y-15.0 Z0.0 T01 F100 S1200 (Set reference point -15, -15, 0. Tool T01 side milling tool. Feed 100mm/rev, spindle speed 1200 rpm) N003 G41 G00 X0.0 Y0.0 Z2.0 (Cutter radius compensation left ON, move the tool at A & give clearance of 2mm before starting spindle rotation) N004 G01 Z-15.0 M03 (Start the spindle. Move tool down i.e. at Z direction for cut with feed here M03 will execute first) N005 G01 X0.0 Y110.0 (Go to B linearly) N006 G02 X10.0 Y120.0 R10.0 (Go to C with clockwise circular interpolation with radius = 10) N007 G01 X75.0 (Go to D linearly) N008 G01 X100.0 Y92.0 (Go to E linearly) N009 G01 Y10.0 (Go to F linearly) N010 G02 X90.0 Y0.0 R10.0 (Go to G with clockwise circular interpolation with radius = 10) N011 G01 X0.0 (Go to A linearly) N012 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation here M05 will execute last.) N013 G40 G00 X-15.0 Y-15.0 (Cutter radius compensation OFF. Move tool to reference set point.) N014 M06 T02 F120 (Change the tool & use tool T02 - here for slot mill tool with dia 6mm. Set feed as 120mm/rev.) N015 G00 X15.0 Y55.0 (Move tool to 'P' rapidly.) N016 G01 Z-5.0 M03 (Start the spindle. Move tool 5mm down i.e. at Z direction for cut with feed - here M03 will execute first) N017 Y80.0 (Go to Q linearly.) N018 X85.0 (Go to R linearly.) N019 Y80.0 (Go to S linearly.) N020 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N021 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N022 M06 T03 F80 (Change the tool & use tool T03 - here for drill bit with dia 15mm. Set feed as 80mm/rev.) N023 G00 X50.0 Y25.0 (Move tool to 'T') N024 G01 Z-20.0 M03 (Go down 20mm for assuring full depth of hole.) N024 Z2.0 M05 (Go up 2mm in Z direction for clearance. Stop spindle rotation - here M05 will execute last.) N025 G00 X-15.0 Y-15.0 (Move tool to reference set point.) N026 M30 (Stop the program)
CNC-Maschine
- Wie verwendet man eine CNC-Fräsmaschine?
- Leitfaden zur Fehlerbehebung für Schaftfräser und Fräser
- CNC-Frässtrategie zur Entfernung von Schüttgut
- So stellen Sie Genauigkeit und Präzision beim CNC-Fräsen sicher
- CNC-Vertikalfräser
- Benötigen Sie eine CNC-Fräse?
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Beispielprogramm für CNC-Fräsen
- Füllen Sie die leere CNC-Programmier-Fräsübung aus