


Fanuc G83 Peck-Bohrzyklus
Der G83-Peck-Bohrzyklus führt den Bohrvorgang in mehreren Schritten durch. Diese Technik macht das Tieflochbohren einfach und wirtschaftlich.
Der Schnittvorschub erfolgt intermittierend bis zum Grund des Lochs, während die Späne ausgetragen werden.
Da das Bohren bis zum Grund des Lochs mit Vorschub in mehreren kleinen Schritten durchgeführt wird, jedes Mal, wenn eine bestimmte Tiefe erreicht wird und der Bohrer dann zurückfährt, dann der Bohrer den nächsten Schritt macht, wird dieser Vorgang immer wieder wiederholt, bis die Bohrtiefe erreicht ist .
Syntax
G83 X... Y... Z... R... Q... F... K...
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Werkzeug bewegt sich mit Vorschub auf Z-Tiefe ausgehend von der R-Ebene. |
| R | Position der R-Ebene. |
| Q | Schnitttiefe für jeden Schnittvorschub (Peck). |
| K | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Einmal im Programm G83 gegeben, wird der Tiefbohrzyklus bei jeder Achsenbewegung wiederholt, bis G80 im Programm gegeben wird, um den Tiefbohrzyklus zu beenden.
Verwendung
N150 M06 T02 N160 G90 G00 X60 Y28 Z12 S750 M03 N170 G99 G83 X60 Y28 Z-17 Q6 R2 F60 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Im obigen Beispielcode wird der erste Bohrer bei X60 Y28 und der zweite bei Y12 durchgeführt, und dann wird der Schrittbohrzyklus mit G80 beendet.
6 mm Schritte werden durchgeführt, um eine Gesamtbohrtiefe von 17 mm zu vervollständigen.
Arbeiten
Hier wird kurz beschrieben, wie der G83-Peck-Drill-Zyklus funktioniert,
1- Eilgang zur Bohrposition X, Y.
2- Eilgang zur R-Ebene.
3- Bohren mit Vorschub Q tief.
4- Rückzug mit Eilgang zur R-Ebene .
5- Eilgang auf Q-d tief (d-Wert wird in Parametern angegeben).
6- Bohren mit Vorschub Q+d tief.
7- Rückzug mit Eilgang auf R-Ebene
– dieser ganze Vorgang wird wiederholt, bis der Bohrer die Z-Tiefenposition erreicht,
– dann wird der Bohrer auf die R-Ebene zurückgezogen oder die Anfangsebene hängt von G99 oder G98 ab, welches im Programm angegeben ist.
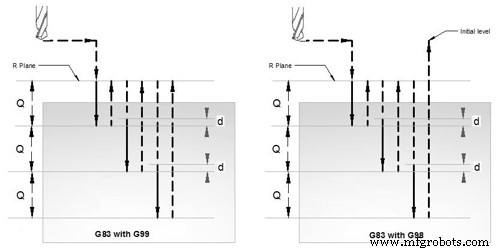
G83 Tiefbohrzyklus funktioniert
G98 G99 Modi
Nach Beendigung der Bohrtiefe erfolgt der Rücklauf im Eilgang, die Rücklaufhöhe kann über G98 oder G99 gesteuert werden.
G98 Drill kehrt zur Anfangsebene zurück
G99 Drill kehrt zur R-Ebene zurück.
G98, G99 können während des G83-Peck-Bohrzyklus mehrmals verwendet werden.
Beispiel
N30 G83 X10 Y30 Z-17 Q5 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Bohren wiederholen
G83 Tiefbohrzyklus, Bohrvorgang kann mehrfach wiederholt werden. Das Bohren wird K-mal wiederholt, wenn der K-Wert mit G83 vorgegeben wird.
Wiederholtes Bohren wird normalerweise im G91-Inkrementalmodus verwendet, und ein gutes Beispiel für wiederholtes Bohren ist Rasterplattenbohren. Arbeitsbeispiel siehe Bohrzyklus G81.
Arbeitsbeispiel
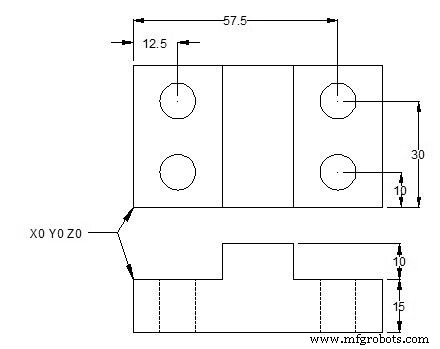
G83 Beispiel Bohrzyklus Peck
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G83 X12.5 Y10 Z-17 R2 Q4 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 Einstechzyklus
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
- Beispiel für einen G83-Peck-Bohrzyklus
- G83 Tieflochbohrzyklus (Tiefloch) für Haas CNC
- G83 Peck-Bohrzyklus (Tiefloch) für Fanuc
- ECS G83 Deep Drilling with clearing Cycle