


NCT G81 Bohren, Anbohrzyklus
Der Bohrzyklus NCT G81 wird für einfache Bohr-/Anbohrvorgänge verwendet.
Programmierung
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Parameter
Die X-, Y- und Z-Definitionen der folgenden Tabelle funktionieren für die G17-Ebene, für andere Ebenen ändern sich diese wie bei
G18-Ebene Z X wird die Lochposition und Y wird die Bohrachse
G19-Ebene Y Z wird die Lochposition sein und X ist die Bohrachse
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Werkzeug bewegt sich mit Vorschub auf Z-Tiefe ausgehend von der R-Ebene. |
| R | Position der R-Ebene. |
| L | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Operationen
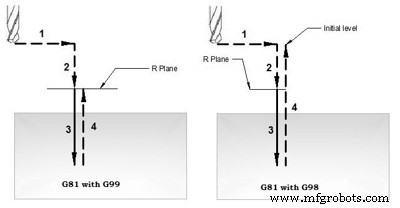
Die Operationen des G81-Zyklus sind
- Eilgangpositionierung in der ausgewählten Ebene
- Eilgang bis Punkt R
- Bohren bis zum Punkt Z, mit Vorschub F
- Rückzug
- Bei G99 Rückzug auf Punkt R im Eilgang
- Bei G98 Rückzug im Eilgang auf den Anfangspunkt
Programmierbeispiele
Programmieren einer Reihe von Bohrungen
Die Programmierung von Bohrungen im Abstand von 10 mm mit NCT G81 Bohrzyklus, hier
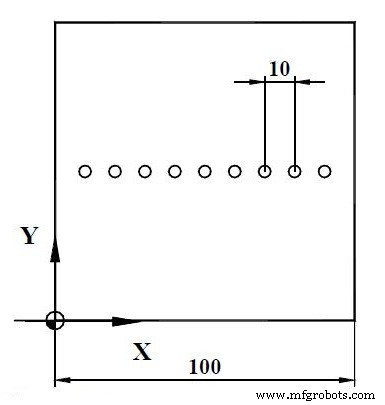
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
Beispiel für die Programmierung einer Bohrungsserie
Die zweite Bohrserie wird als neuer Bohrzyklus programmiert, wobei die Größe wieder in Inkrementen anzugeben ist. Da beide Zyklen die Mittelbohrung beinhalten würden, muss die zweite Serie in Unter- und Oberteil geteilt werden.
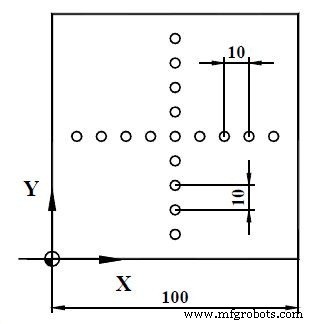
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
NCT Programmierung Kreisbohren mit G81 Bohrzyklus G16 Polarkoordinate
CNC-Programmbeispiel der Serie Osai 10
CNC-Maschine
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- Erstellen Sie Ihren eigenen G81-Bohrzyklus durch Fanuc Macro und G66 Modal Call
- ECS G85 Bohrzyklus
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus