


CNC-Fräsprogramm G91 G41 G43
Beispiele für CNC-Fräsprogramme zeigen die Verwendung von G91 G41 G43 G-Codes.
CNC-Fräsprogramm G91 G41 G43
CNC-Teileprogramm
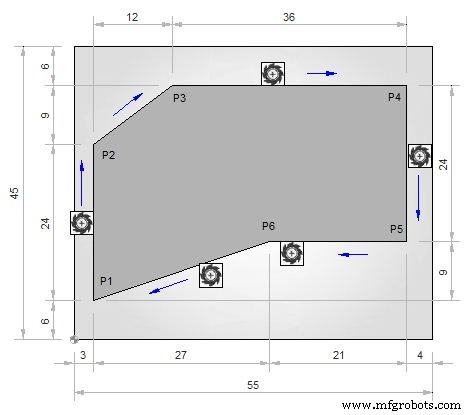
N05 G54 N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X-22 Y-22 N25 Z-3 N30 G1 X3 Y6 G41 H2 (P1) N35 G91 X0 Y24 (P2) N40 X12 Y9 (P3) N45 X36 (P4) N50 Y-24 (P5) N55 X-21 (P6) N60 G90 X3 Y6 (P1) N65 G0 X-21 G40
Erklärung der G M S T-Codes
| Code | Beschreibung |
|---|---|
| G00 | Eilgang |
| G01 | Lineare Interpolation |
| G40 | Fräserkompensation abbrechen |
| G41 | Schneidenradiuskompensation links |
| G43 | Werkzeuglängenkompensation + Richtung |
| G54 | Auswahl Werkstückkoordinatensystem 1 |
| G90 | Absoluter Befehl |
| G91 | Inkrementeller Befehl |
| M06 | Werkzeugwechsel |
| T | Werkzeug |
| S | Geschwindigkeit |
| F | Feed |
CNC-Fräsunterprogramm Beispiel für das Verbinden mehrerer Bögen G02 G03 G41
Beispiel für ein CNC-Taschenfräsprogramm – Peck Milling
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- CNC M-Code M00 Programmstopp
- Beispielprogramm für CNC-Fräsen
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
- CNC-Programmblock
- So fräsen Sie einen Vollkreis-CNC-Programm-Beispielcode
- Wie erstelle ich ein CNC-Programm?
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- CNC-Fräsprogrammierübung mit G91-Inkrementprogrammierung