


Haas Eckenrundung und Fasen Beispiel G01 C R
Haas-Eckenrundung und -Fasung
Haas CNC-Programmbeispiel, um zu zeigen, wie Fase und Eckenradius programmiert werden können.
Haas-Fasen
Fase programmieren
N10 G01 X20 Y30 ,C3
Haas-Eckenrundung
Radius programmieren
N10 G01 X20 Y30 ,R3
Beispiel für Haas-Eckenrundung und -Fasung
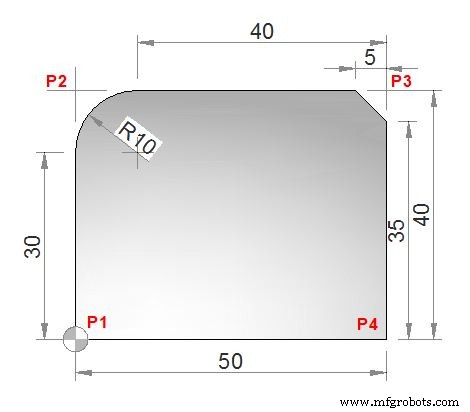
Haas CNC-Programm
O1234 (Corner Rounding and Chamfering Example); T1 M6; G00 G90 G54 X0. Y0. S3000 M3; (P1) G43 H01 Z0.1 M08; G01 Z-0.5 F20.; Y40. ,R10.; (P2) X50. ,C5.; (P3) Y0.; (P4) G00 Z0.1 M09; G53 G49 Z0.; G53 Y0.; M30;
Haas G M S T-Codes
| Code | Beschreibung |
|---|---|
| G00 | Eilgang |
| G01 | Lineare Interpolationsbewegung |
| G43 | Werkzeuglängenkompensation + |
| G49 | G43/G44 Abbrechen |
| G53 | Nicht-modale Maschinenkoordinatenauswahl |
| G54 | Wählen Sie das Arbeitskoordinatensystem l |
| G90 | Inkrementelle Programmierung |
| M3 | Spindel ein, im Uhrzeigersinn (S) |
| M6 | Werkzeugwechsel (T) |
| M08 | Kühlmittel ein |
| M09 | Kühlmittel aus |
| M30 | Programmende und Reset |
| S | Spindelgeschwindigkeit |
| T | Werkzeug |
CNC-Maschine
- Beispielschaltungen und Netzlisten
- 4 wichtige Entscheidungen zum Eckenrunden von Schaftfräsern
- CNC-Programmierung für Anfänger ein einfaches CNC-Programmierbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- Haas G71-Beispielprogramm
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Haas Setup- und Ausführungsmodi
- Wie man Haas CNC mit PC und Laptop verbindet