


Fanuc CNC Direct Programming of Profile (Winkel und runde Kanten) Beispiel
Einreichen durch:BEATA
Zusammenfassung
CNC-Programmbeispiel, um zu zeigen, wie direkte Winkel in einem CNC-Programm angegeben werden können
Zeichnung/Bild
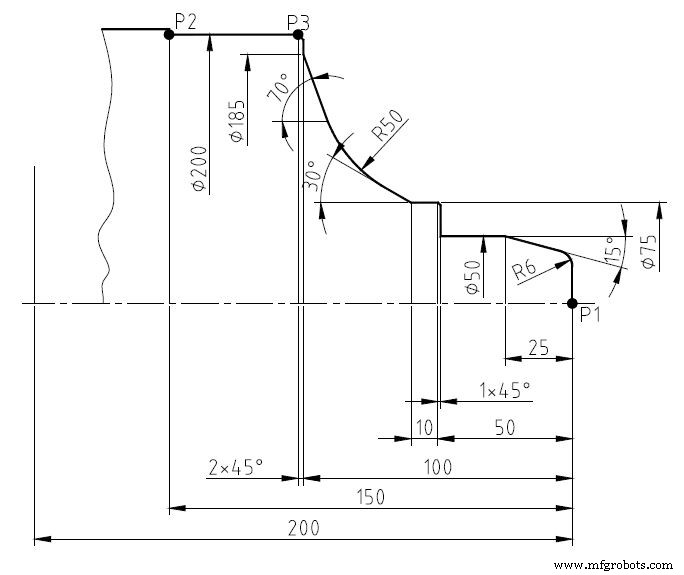
CNC-Programm
O0012; N10 G10 P0 Z-200; N20 T303; (PROFILING) N30 G50 S2200; N40 G96 G99 S230 F0.12 M4 M8 M200; N50 G0 X0 Z3; N60 G1 Z0 ; (P1) N70 ,A90 R6; (FIRST ANGLE) N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°) N90 ,A180 N100 X75 Z-49 ,A90 ,C1; N110 Z-60; N120 ,A150 R50; (A150 comes from 180°-30°=150°) N130 X185 Z-100 ,A110; (A110 comes from 180°-70°=110°) N140 ,A90 ,C2; N150 X200 Z-150 ,A180; (P2) N160 G0 X250 Z200 M30;
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc G21 Messen in Millimetern mit CNC-Drehmaschinen-Programmierbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode