


Tribologische Verbesserungen an Bohrungsoberflächen

Dieser „mechano-chemische“ Prozess kann die tribologischen Eigenschaften von Eisenwerkstoffen wie Stahl und Gusseisen durch Brünieren/Platieren verbessern, während die Oberfläche auf Nanoebene mit Wolfram imprägniert wird. Bildnachweis:Sunnen
Häufig ist das Honen einer der abschließenden Bearbeitungsvorgänge für Teile mit Präzisionsbohrungen, die zusammenpassende interne Komponenten aufnehmen müssen. Laut dem Honanlagen- und Schleifmittelhersteller Sunnen kann das Verfahren verschiedene ungünstige Bohrungsbedingungen beheben, darunter Durchmessergröße, Trichter, Welligkeit, Verjüngung, Regenbogen, Tonnenform, Reibahlenrattern, Bohrspuren und unrunde Löcher. Es kann Bohrungsdurchmesser-Toleranzen von ±0,0002 Zoll erreichen, während es sein charakteristisches Kreuzschraffurmuster zur Beibehaltung der Schmierung hinterlässt.
Sunnen ging einen Schritt weiter und ging kürzlich eine Partnerschaft mit dem schwedischen Unternehmen Applied Nano Surfaces (ANS) ein, um die ANS-Tribokonditionierungstechnologie auf Standard-Sunnen-CNC-Honanlagen anzubieten. Die Tribokonditionierung, ein Prozess, der nach dem Honen durchgeführt wird und einem Honvorgang sehr ähnlich ist, kann die Oberflächenbeschaffenheit der Bohrung und die Verbrennungsabdichtung verbessern und gleichzeitig die Reibung und den Verschleiß zwischen den zusammenpassenden Komponenten verringern.
Dies geschieht durch einen von den Unternehmen als „mechano-chemischen“ Prozess bezeichneten Prozess, der darauf abzielt, die tribologischen Eigenschaften von Eisenwerkstoffen (wie Stahl und Gusseisen) durch Polieren/Platieren zu verbessern, während die Oberfläche auf Nanoebene mit Wolfram imprägniert wird .
Stellen Sie sich einen typischen Honvorgang vor:Ein rotierendes Werkzeug (Dorn), das mit Schleifsteinen bestückt ist, streicht in und aus einer Bohrung, während es mit Öl geschmiert wird. Während des Prozesses dehnt das Werkzeug die Schleifmittel so aus, dass sie mit der Bohrungsoberfläche in Kontakt kommen, wodurch sie winzige Materialmengen entfernen können, um die Bohrung auf die richtige Größe und Oberfläche zu bringen.
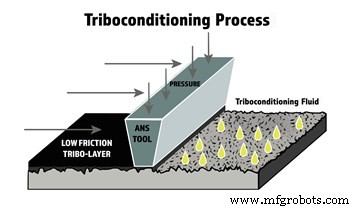
Der Druck der Hartmetall-„Leisten“ auf Die Bohrungsoberfläche in Kombination mit der entwickelten Wärme bewirkt, dass das Wolfram in der Tribokonditionierungsflüssigkeit auf einer Submikronebene in die Oberfläche des Grundmaterials imprägniert wird. Bildnachweis:Sunnen
Bei der Tribokonditionierung werden die Schleifsteine durch geschliffene und polierte „Leisten“ aus Hartmetall und das Öl durch die wolframhaltige Prozessflüssigkeit ersetzt. Der Druck der Leisten auf die Bohrungsoberfläche in Kombination mit der entwickelten Wärme bewirkt, dass das Wolfram in der Flüssigkeit im Submikrometerbereich in die Oberfläche des Grundmaterials imprägniert – chemisch infundiert und gebunden – wird. Da das Wolfram in das Grundmaterial imprägniert ist, blättert es nicht ab oder blättert ab, wie dies bei anderen aufgebrachten verschleißfesten Beschichtungen der Fall sein kann. (d.h. Tribokonditionierung ist kein Beschichtungsprozess.) Und es widersteht besser der Verschlechterung durch Lösungsmittel, Kraftstoffe und Schmiermittel. Außerdem erzeugt der Prozess einen „Wie-Lauf“-Effekt auf der geschliffenen Plateauoberfläche, während die darunter liegende Honkreuzschraffur immer noch zurückbleibt.
Eine Anwendung, die sich gut für die Tribokonditionierung eignet, sind Zylinder und Laufbuchsen von Automobilmotoren, bei denen eine verringerte Reibung zwischen diesen Komponenten und Kolbenringen einen geringeren Energieverlust und geringere Emissionen bedeutet. Darüber hinaus dient der Poliereffekt als „Einlauf“-Prozess für Zylinder und Laufbuchsen, der sonst auftreten würde, wenn ein Motor zum ersten Mal zusammengebaut und gestartet wird. Außerdem sind die behandelten Teile besser mit Schmiermitteln mit niedrigerer Viskosität kompatibel, was zu einem geringeren Kraftstoffverbrauch des Motors führt, ohne das Risiko von verschleißbedingten Ausfällen.
Bei Bauteilen wie Zylinderlaufbuchsen erzeugt das Verfahren auf der gehonten Plateauoberfläche eine Oberfläche wie im Lauf, während die darunter liegende Honschraffur zurückbleibt.
Andere anwendbare Automobilkomponenten für die Tribokonditionierung auf Honmaschinen umfassen Lager, Ventilführungen und Pleuelstangen. Das Verfahren eignet sich auch für Getriebe und Hydraulikaggregate wie Patronenventile.
Sunnen bietet eine Tribokonditionierungsbehandlung für den Einsatz auf seinen neuen Honmaschinen an, aber die Technologie kann auch an bestehenden Maschinen nachgerüstet werden, die die Anforderungen an die Präzisionsvorschub- und Steuersysteme erfüllen, die zur Erzeugung der für den Prozess erforderlichen Kräfte erforderlich sind.
Aber über die Fähigkeit hinaus, Innendurchmesser-Bohrungsoberflächen zu behandeln, hat ANS Tribokonditionierungsverfahren für Außendurchmesser-Oberflächen mit komplexer Geometrie entwickelt, einschließlich Nockenwellen, Kurbelwellen und Zahnradzähnen unter Verwendung anderer konventioneller Werkzeugmaschinenausrüstungsplattformen.
Industrielle Ausrüstung
- Java 9 – Verbesserungen der Prozess-API
- Kombinieren Sie Business Intelligence und Process Mining für eine datengestützte Entscheidungsfindung
- Der gesamte Prozess der Formenherstellung
- Der Prozess der Herstellung von Kunststoff-Spritzgussformen und wie die Kosten variieren
- Verwendung von Oberflächen zur Bearbeitung komplexer Geometrien
- CNC-Drehen einfacher machen
- Ein Bearbeitungszentrum einschalten
- Werksausrüstung – So wird die Produktion zu einem problemlosen Prozess
- Bilfinger UK:Digitalisierung in der Prozessindustrie Realität werden lassen
- Verständnis des Prozesses zur Herstellung von Feingussschalen