


Wo die automatisierte Fünf-Achsen-Bearbeitung keine Herausforderung darstellt
Die Wiedergabegeschwindigkeit in diesem Video wurde erhöht, während der Greifer auf eine andere Palette aus dem Lagerregal der Maschine zugreift.

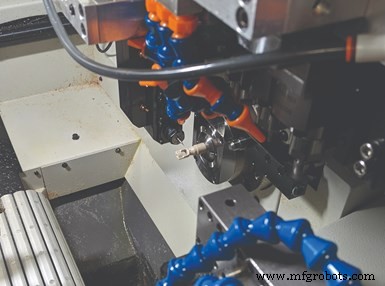
Challenge Machine nutzt eine Lasersonde, die an der Seite des schwenkbaren B-Achsen-Gussstücks seiner neuen Fünf-Achsen-Maschine installiert ist, um das Werkzeug voreinzustellen und während eines unbeaufsichtigten Bearbeitungszyklus auf Werkzeugbruch zu prüfen und den Werkzeugverschleiß zu verfolgen (für einige Anwendungen).
Die Challenge Machine von Blaine, Minnesota, ist auf die Bearbeitung kleiner, komplexer Teile spezialisiert – einige davon außerordentlich klein. Dazu wird eine Reihe von Geräten verwendet, darunter B-Achsen-Drehmaschinen vom Schweizer Typ, VMCs mit Zapfentischen, die eine Drehung um die vierte und in einigen Fällen um die fünfte Achse ermöglichen, und Hochgeschwindigkeits-Bearbeitungszentren mit echten fünf Achsen.
Obwohl der Betrieb lange Strecken unbeaufsichtigter Bearbeitung mit seinen stangenbeschickten Schweizer Typen realisieren konnte, erforderten bis vor kurzem alle seine Fräsmaschinen eine manuelle Teilebeladung. Die neueste Fünf-Achsen-Maschine verfügt jedoch über einen integrierten Spannpalettenwechsler und einen automatischen Werkzeugwechsler (ATC) mit hoher Kapazität, damit sie tagsüber unbeaufsichtigt laufen und abends das Licht ausschalten kann. Darüber hinaus vereinfacht die CNC-Funktionalität in Kombination mit Tastmessroutinen die Programmierung, da Operationen basierend auf einem kinematischen Punkt erstellt werden, der ein Arbeitskoordinatensystem erstellt.

Maschinist Brandon Gill ist der primäre Programmierer, Einrichter und Bediener von Micro Pro. Er schätzt Funktionen wie die Möglichkeit, Operationen basierend auf einem kinematischen Punkt-/Werkstückkoordinatensystem mit Micro Pros Heidenhain TNC 640 CNC und Messroutine zu programmieren, anstatt mit G54- oder G55-G-Code-Offsets zu programmieren.
Bei der automatisierten Fünf-Achs-Maschine handelt es sich um einen Micro Pro des deutschen Unternehmens Kern Microtechnik (in den USA als Kern Precision bekannt, mit Sitz in Addison, Illinois). Aaron Schreiber, General Manager von Challenge Machine, sagt, dass das Geschäft diese hochentwickelte Maschinenplattform seit 15 Jahren in Betracht zieht, eine, die er zugibt, keine geringe Investition darstellt. Der Betrieb entschied sich jedoch Ende 2019, den Abzug zu betätigen, da bei einer wachsenden Zahl von medizinischen Teilen, die der nach ISO 13485 zertifizierte Betrieb auf einigen seiner fünfachsigen Zapfenmaschinen ausführte, Probleme mit der Genauigkeit, Wiederholbarkeit und Oberflächenbeschaffenheit auftraten. Außerdem stellt er fest, dass Merkmale wie Kühlkanäle in der gesamten neuen Maschine, die die Wärmeausdehnung mindern, auch die zuverlässige Bearbeitung komplexer Teile mit normalerweise langen Zykluszeiten erleichterten. Dies, zusätzlich zu anderen Maschinenfunktionen, gibt dem Geschäft das Vertrauen, es so einzurichten, dass es tage- oder sogar wochenlang autark läuft.
Lass es laufen
Jim Betland gründete Challenge Machine 1999 in seinem Keller. Schon früh widmete sich ein großer Teil des Geschäfts der Mikrobearbeitung von Teilen für die Halbleiterindustrie. Der Laden, der kürzlich von Assurance Manufacturing in Minneapolis gekauft wurde, konzentriert sich immer noch auf den kleinen Kram. (Ich spreche in Bezug auf die Teilegröße und achte auf wichtige Mikrobearbeitungsdetails.) Schreiber sagt, dass die Verkäufe in diesem Jahr um 15 % gestiegen sind, da sich das Geschäft verstärkt auf den medizinischen Markt konzentriert und gleichzeitig auf Luft- und Raumfahrtarbeiten abzielt.

Der Shop hat eine Reihe von Teilen bearbeitet verschiedene Materialien auf dem Micro Pro. In einem typischen Monat laufen 10 bis 15 verschiedene Teilenummern über die Maschine, viele haben Zykluszeiten von über 3 Stunden.
Laut Kern erreicht der Micro Pro – mit hydrostatischen Führungen, Linearantrieben und einem Eingusssockel aus Ultrahochleistungsbeton (UHPC) – eine Positioniergenauigkeit von besser als 2 Mikrometer und eine Wiederholgenauigkeit von besser als 1 Mikrometer. Sie wurde für die Kleinteilebearbeitung konzipiert und bietet XYZ-Verfahrwege von 350 x 220 x 250 mm, während ihre schwenkbare B-Achse um 220 Grad rotiert. Schreiber merkt an, dass die geringe Stellfläche von 43 Quadratfuß geschätzt wird, da die Bodenfläche in der 16.000 Quadratfuß großen, umweltkontrollierten Einrichtung des Geschäfts derzeit knapp ist. (Er sagt, dies sei einer der Gründe, warum das Geschäft in den kommenden Jahren wahrscheinlich an einen anderen Ort umziehen wird.)

Schneidwerkzeuge und Spannpaletten werden seitlich an der Maschine gelagert. Diese Maschine bietet Platz für 30 Spannpaletten und 109 Werkzeuge. Das kleinste Werkzeug, das die Werkstatt auf dem Micro Pro (mit einer HSK 40-Spindel mit 43.000 U/min) verwendet hat, hat einen Durchmesser von 0,003 Zoll.
Der Micro Pro von Challenge Machine verwendet ein Nullpunkt-Werkstückspannsystem von Erowa mit Kraftspannfutter, das eine wiederholte Positioniergenauigkeit von weniger als 0,0001 Zoll bietet. Die Maschine kann 30 Paletten und 109 Werkzeughalter in ihren geschlossenen, mehrstöckigen Regalen an einer ihrer Seiten lagern. Der integrierte Werkstückwechsler liefert automatisch Paletten mit Rohmaterial (normalerweise Rundmaterial, das in Spannzangen im Gehäuse der Challenge-Maschine gehalten wird) zum Spannfutter und entfernt und lagert Paletten, sobald die Teile fertiggestellt sind.
Die Werkstück- und Werkzeugspeicherkapazität bietet der Werkstatt Vielseitigkeit bei den Arten von Jobs, die sie auf der Maschine ausführt. Beispielsweise können bei hohen Losgrößen gleicher oder ähnlicher Teile redundante Werkzeuge in die Maschine geladen werden. (Schreiber sagt, dass die Chargengrößen für diese Maschine typischerweise bei 100 bis 300 Stück liegen.) Umgekehrt können auch verschiedene unterschiedliche Werkzeuge (und Paletten mit Rohmaterial) geladen werden, sodass gleichzeitig eine Mischung aus Aufträgen mit geringem Volumen ausgeführt werden kann> 
Der integrierte Werkstückwechsler liefert automatisch Paletten mit Material (normalerweise in Spannzangen gehaltenes Rundmaterial) an den Arbeitstisch und entfernt Paletten, sobald die Teile fertiggestellt sind. Ein Nullpunkt-Spannsystem von Erowa verfügt über Kraftspannfutter, die eine wiederholbare Positioniergenauigkeit von weniger als 0,003 mm bieten.
Obwohl die Losgrößen für diese Maschine scheinbar gering sind (ein Großteil der Arbeit der Werkstatt sind Prototypen und geringe Produktionsmengen), sind die Zykluszeiten der Teile oft hoch. Es läuft manchmal 3 Wochen lang unbeaufsichtigt, und 3-Stunden-Zykluszeiten für ein Teil sind keine Seltenheit. Zum Beispiel vervollständigt der Micro Pro ein medizinisches Bauteil aus Titan, das für die Reparatur von Aortenklappen verwendet wird, mit Wänden, die 0,014 Zoll breit sind, aus Stangenmaterial mit einem Durchmesser von 1,25 Zoll, bei dem 97 % des Materials entfernt werden.

Hier wird ein Futter einfach für die manuelle Verwendung verwendet Entladen fertiger Teile und Laden von neuem Material.
Für Anwendungen wie diese und Impeller für Blutpumpen ist eine vollständige fünfachsige Konturierung erforderlich. Die Werkstatt profitiert jedoch auch davon, dass 3 + 2 Positionierungsvorgänge für mehr prismatische Teile durchgeführt werden, anstatt sie über mehrere Maschinen zu führen oder mehrere Einstellungen vorzunehmen.
Um noch mehr Vertrauen in den unbeaufsichtigten Betrieb des Micro Pro zu schaffen, nutzt Challenge Machine den Blum-Novotest-Lasermesstaster, der an der Seite des schwenkbaren B-Achsen-Gussteils der Maschine montiert ist, um das Werkzeug voreinzustellen und während unbeaufsichtigter Bearbeitungszyklen das Werkzeug zu prüfen Bruch und Werkzeugverschleiß (für einige Anwendungen).
Maschinist Brandon Gill ist der primäre Programmierer, Einrichter und Bediener des Micro Pro. Er sagt, eine kleine Herausforderung bei dieser Maschine bestand darin, sich mit der Heidenhain TNC 640 CNC (der ersten dieser Marke in der Werkstatt) vertraut zu machen, obwohl es nur darum ging, sich mit der CNC-Schnittstelle und dem Zugriff auf bestimmte Funktionen vertraut zu machen. Er schätzt Funktionen wie die Möglichkeit, Operationen basierend auf einem kinematischen Punkt/Werkstückkoordinatensystem mit der TNC 640 CNC zu programmieren, anstatt mit G54- oder G55-G-Code-Offsets zu programmieren. Die Werkstatt verwendet GibbsCAM, um Teileprogramme für diese Maschine zu entwickeln, wie sie es auch für ihre anderen Fräsmaschinen tut.
Tatsächlich merkt Gill an, dass Fähigkeiten wie diese der Grund dafür sind, dass der Micro Pro seine bevorzugte Maschine zum Programmieren und Bedienen ist.
Betrachtung eines Schweizer Typs als Fünf-Achsen-Maschine
Dieses komplexe medizinische Teil veranlasste Challenge Machine, seine erste Schweizer Drehmaschine in Betracht zu ziehen, die über eine programmierbare, schwenkbare B-Achse mit angetriebenen Werkzeugstationen verfügt. Das gewählte Modell war ein Marubeni Citizen-Cincom L220, das 2015 gekauft wurde. Die Werkstatt hatte das implantierbare, medizinische Polyetheretherketon (PEEK)-Teil, das bei Knieersatzverfahren verwendet wird, auf zwei CNC-Maschinen betrieben. Eine Fünf-Achsen-Maschine fräste einen Großteil des Teils (Zykluszeit betrug 45 Minuten) und eine Drei-Achsen-Maschine stellte es fertig (Zykluszeit betrug 15 Minuten). Der L220 konnte das Teil in 15 Minuten fertigstellen.
Die Werkstatt stellte fest, dass die Entwicklung von Werkzeugstrategien für diesen Maschinentyp Einfallsreichtum erfordert. Im Gegensatz zu CNC-Fräsmaschinen mit Hochleistungs-Werkzeugwechslern haben Swiss-Typen eine begrenzte Anzahl von Werkzeugstationen. Die L220 verfügt über fünf Drehstationen, drei Querbearbeitungsstationen für die Hauptspindel, sechs Gegenstationen (drei angetrieben, drei feststehend), acht Stationen am Hinterpfosten (vier angetrieben, vier feststehend) und vier angetriebene Stationen auf der B-Achse Werkzeugpfosten. Es gibt einfach nicht die Kapazität, Spezialwerkzeuge wie kundenspezifische Formwerkzeuge zu verwenden, wie sie die Werkstatt möglicherweise auf einer Mühle verwendet hätte. Infolgedessen muss Challenge Machine kreativ sein, wenn es Kugelfräser, Bohrstangen, Einstechwerkzeuge und dergleichen verwendet, um die komplexen Merkmale zu erzeugen, die Teile benötigen, wie z. B. die glockenförmige ID-Geometrie auf dem PEEK-Knieersatzteil.
Industrielle Ausrüstung
- Verschiedene Arten der CNC-Bearbeitung
- Präzisionsbearbeitung wird immer größer
- VTL mit vier Achsen kann die Bearbeitungszeit reduzieren
- Multitasking-Maschine für mittelgroße Bararbeiten
- Vierachsige Drehmaschine für Ölleitungen
- Werkzeugmaschinen verfügen über eine integrierte Steuerung
- Auf den richtigen Grundlagen aufbauen
- Vertikal-Drehmaschine ermöglicht Vier-Achsen-Bearbeitung
- Was ist Schweizer Bearbeitung und woher kommt sie?
- Ein Bearbeitungszentrum der anderen Art